一种双束激光分步熔注钢结硬质合金的方法
1.本发明涉及机械制造领域,更具体地说,涉及一种双束激光分步熔注钢结硬质合金方法。
背景技术:
2.钢结硬质合金是以钢为粘结相,以硬质陶瓷颗粒以及它们的复合相为强化相的复合材料,具备钢和硬质合金的综合优异性能,广泛用于制造喷气发动机燃油泵转子及叶片、载人飞船导航系统用气体轴承、大口径工程井钻具、重载轮齿及模具轧辊等多种重要关键零部件,同时应用于制备多种重型重载关键耐磨件的表面材料层及损伤修复层。
3.激光熔覆技术广泛应用于钢结硬质合金材料层的制备。然而,在激光熔覆制备钢结硬质合金材料层过程中,由于熔覆过程中硬质陶瓷颗粒在激光直接辐照及熔池高温作用下出现熔化溶解,溶入到基体中的元素和基体反应生成fe3w3c、m23c6、m6c及ni3w3c等多种硬脆相,造成材料层极易开裂。通过常规的辅助加热等方法很难解决上述开裂难题。上述问题是激光熔覆制备钢结硬质合金过程中的重大技术难题。
技术实现要素:
4.为了克服现有技术的上述缺陷,解决钢结硬质合金激光熔覆过程中的开裂问题,本发明提出一种双束激光分步熔注钢结硬质合金的方法,利用该方法能够抑制激光熔覆钢结硬质合金过程中的开裂行为。
5.为实现上述发明目的,本发明采取的技术方案为:一种双束激光分步熔注钢结硬质合金的方法,包括如下步骤: s1:将前光束和后光束分别设置在基体的上方,其中前光束处设置有用于输送钢粉末的前喷嘴,后光束处设置有用于输送陶瓷粉末的后喷嘴;前光束和后光束的调节功率、光斑大小均相互独立可调;s2:调整前光束和后光束的运行参数,利用前光束熔化钢粉末,并形成高温前熔池,利用后光束维持前熔池在一定温度范围,使熔池维持不凝固,形成低温后熔池,同时将陶瓷粉末注入后熔池中;s3:前光束和后光束保持设定的轨迹运动,最终在基体表面形成钢结硬质合金熔覆层。
6.上述方案中,步骤s2中,前光束的功率大小可调范围为0-3000w,光斑大小可调范围为2-3.5mm。
7.上述方案中,步骤s2中,后光束的的功率大小可调范围为0-1500w,光斑大小可调范围为3-4mm。
8.上述方案中,前光束和后光束的光斑相对位置可调范围为2-6mm。
9.本发明的有益效果:提出了一种双束激光分步熔注钢结硬质合金方法,通过形成前后高温前熔池和低温后熔池并进行钢粉末和陶瓷粉末的分步熔注,通过形成高温前熔池,充分熔化钢粉末,控制成形性,通过形成低温后熔池,减少陶瓷颗粒熔注过程中陶瓷颗粒的熔化溶解,减少脆性相形成,最终降低熔覆层的开裂倾向。
附图说明
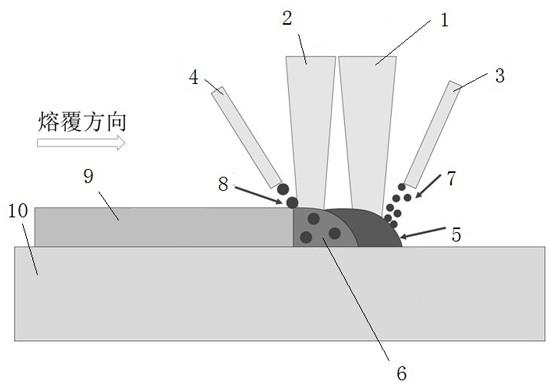
10.图1为本发明所涉及到的方法的原理展示图。
11.图中:1.前光束;2.后光束;3.前喷嘴;4.后喷嘴;5.前熔池;6.后熔池;7.钢粉末;8.陶瓷粉末;9. 钢结硬质合金熔覆层;10.基体。
具体实施方式
12.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
13.实施例1:如图1所示,将前光束1和后光束2分别设置在基体10的上方,其中前光束1处设置有用于输送钢粉末7的前喷嘴3,后光束2处设置有用于输送陶瓷粉末8的后喷嘴4;前光束1和后光束2两个光束功率大小可调范围分别为0-3000w和0-1500w,光斑大小可调范围分别为2-3.5mm和3-4mm,两束激光的光斑相对位置可调范围为2-6mm;调整前光束1和后光束2的运行参数,利用前光束1熔化钢粉末7,并形成高温前熔池5,利用后光束2维持前熔池5在一定温度范围,使熔池维持不凝固,形成低温后熔池6,同时将陶瓷粉末8注入后熔池6中;通过形成高温前熔池5,充分熔化钢粉末7,控制成形性,通过形成低温后熔池6,减少陶瓷粉末8熔注过程中的熔化溶解,减少脆性相形成,最终在基体10表面形成钢结硬质合金熔覆层9。
14.本实施例的方法获得的钢结硬质合金熔覆层,成形质量好,熔覆层开裂倾向显著降低,强韧性明显提高。
15.最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种双束激光分步熔注钢结硬质合金的方法,其特征在于,包括如下步骤:s1:将前光束(1)和后光束(2)分别设置在基体(10)的上方,其中前光束(1)处设置有用于输送钢粉末(7)的前喷嘴(3),后光束(2)处设置有用于输送陶瓷粉末(8)的后喷嘴(4);前光束(1)和后光束(2)的调节功率、光斑大小均相互独立可调;s2:调整前光束(1)和后光束(2)的运行参数,利用前光束(1)熔化钢粉末(7),并形成高温前熔池(5),利用后光束(2)维持前熔池(5)在一定温度范围,使熔池维持不凝固,形成低温后熔池(6),同时将陶瓷粉末(8)注入后熔池(6)中;s3:前光束(1)和后光束(2)保持设定的轨迹运动,最终在基体(10)表面形成钢结硬质合金熔覆层9。2.根据权利要求1所述的一种双束激光分步熔注钢结硬质合金的方法,其特征在于,步骤s2中,前光束(1)的功率大小可调范围为0-3000w,光斑大小可调范围为2-3.5mm。3.根据权利要求1所述的一种双束激光分步熔注钢结硬质合金的方法,其特征在于,步骤s2中,后光束(2)的的功率大小可调范围为0-1500w,光斑大小可调范围为3-4mm。4.根据权利要求2或3所述的一种双束激光分步熔注钢结硬质合金的方法,其特征在于,前光束(1)和后光束(2)的光斑相对位置可调范围为2-6mm。
技术总结
本发明公开一种双束激光分步熔注钢结硬质合金的方法,包括如下步骤:S1:将前光束和后光束分别设置在基体的上方,其中前光束处设置有用于输送钢粉末的前喷嘴,后光束处设置有用于输送陶瓷粉末的后喷嘴;前光束和后光束的调节功率、光斑大小均相互独立可调;S2:调整前光束和后光束的运行参数,利用前光束熔化钢粉末,并形成高温前熔池,利用后光束维持前熔池在一定温度范围,使熔池维持不凝固,形成低温后熔池,同时将陶瓷粉末注入后熔池中;S3:前光束和后光束保持设定的轨迹运动,最终在基体表面形成钢结硬质合金熔覆层。本发明能够降低陶瓷颗粒的熔化溶解程度,减少硬质相的生成,降低熔覆层的开裂倾向。低熔覆层的开裂倾向。低熔覆层的开裂倾向。
技术研发人员:李永健 任旭东 陈兰 周王凡 童照鹏 顾嘉阳
受保护的技术使用者:江苏大学
技术研发日:2021.11.08
技术公布日:2022/3/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1