一种镁合金压铸模具的制作方法
本发明主要涉及轻量化模具领域,尤其涉及一种镁合金压铸模具。
背景技术:
1、目前整个铸造行业都在追求轻量化,一些镁合金产品为了追求更高品质要求,特别是自行车行业,比如下叉脚。
2、压铸模具生产中,常常会碰到以下几个问题:
3、1、产品采用多点进浇,部件为方便加工,将流道做成直角,液体在此处充填时是直接撞击侧壁,形成涡流,冲击力损失严重,流体很难冲开冷塞,想要冲开冷塞就要加大力值,对设备部件和模具部件损耗都会升高,加剧设备部件和模具部件老化,缩短使用寿命,增加模具飞料风险;
4、2、压铸模具生产中单点进浇话,整体填充时间较长,液体温度降低较快,各段温度相差大,产品上面易出现裂纹等;
5、3、压铸模具生产中由于模具温度场不同,模具的热膨胀区域也不同,模具部件做的太大会因为温度的不同,而产生龟裂等现象,拆分成多个部件又会因为公差,加工等原因造成跑料,部件卡死等问题。
技术实现思路
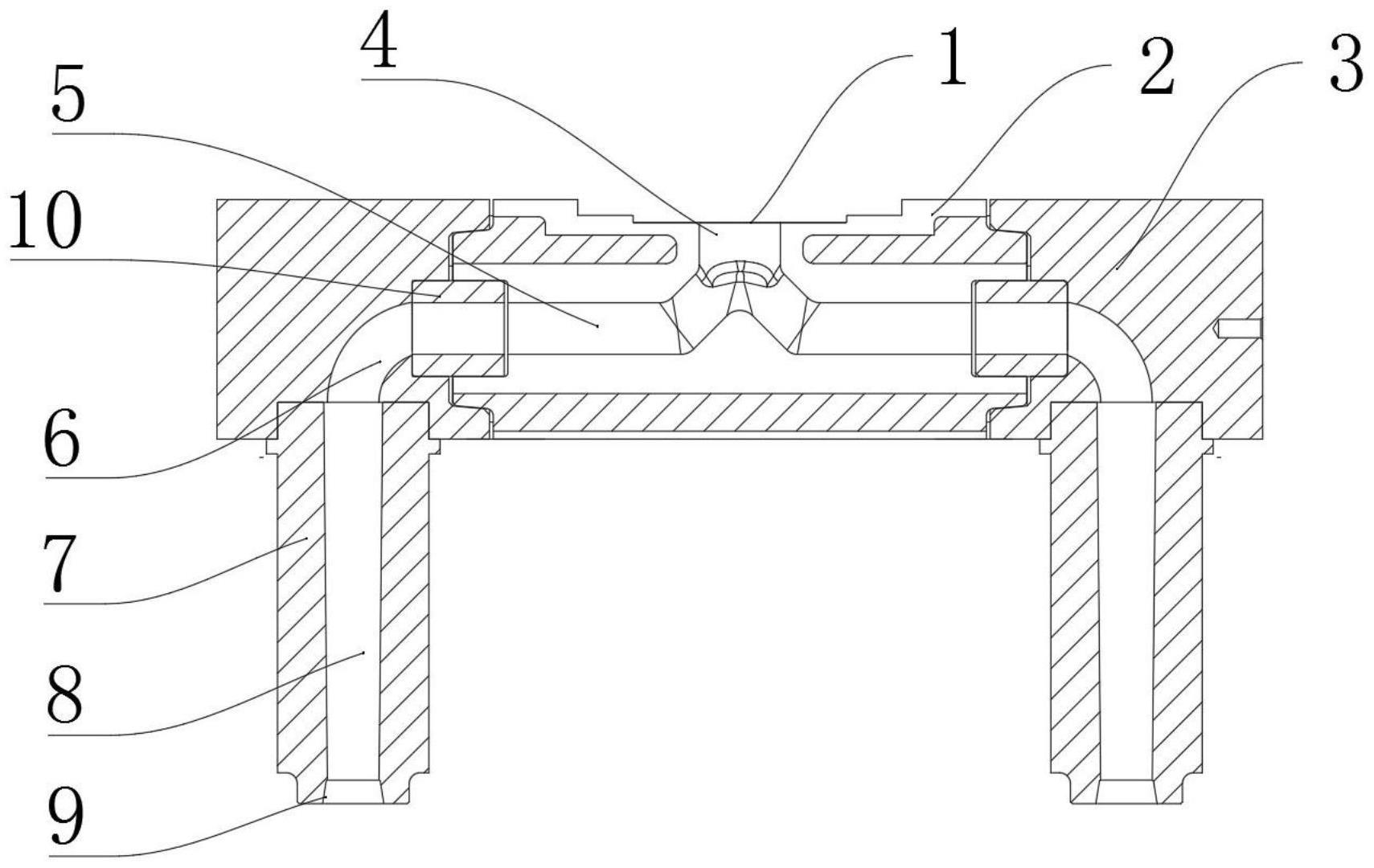
1、针对现有技术的上述缺陷,本发明提供一种镁合金压铸模具,包括热流道板组件和热浇口7,所述热流道板组件包括内流道板2和外流道板3,所述内流道板2的两侧配合设置有外流道板3,所述内流道板2的顶部设置有喷嘴连接口1,所述喷嘴连接口1沿着主热流道4在内流道板2内设置有方向相反的支热流道5,主热流道4和两个所述支热流道5形成分流锥的结构;
2、所述支热流道5远离喷嘴连接口1一侧与设置在外流道板3内的弧形流态降压流道6贯通,所述弧形流态降压流道6的另一端与热浇口7内的热浇道8贯通,所述热浇口7底部设置有冷塞9,由经过主热流道4、支热流道5、弧形流态降压流道6和热浇道8内流道的镁液将冷塞9冲开进行畅通填充。
3、优选的,支热流道5和弧形流态降压流道6的连接处设置有溃缩环10,所述溃缩环10嵌设在热流道板组件内。
4、优选的,溃缩环10内通道的内径小于支热流道5和弧形流态降压流道6的内径,所述溃缩环10与热流道板组件之间间隙设置。
5、优选的,弧形流态降压流道6的弧度为90度。
6、优选的,主热流道4的竖直中心线与内流道板2的竖直中心线重合,两个所述支热流道5沿着竖直中心线对称设置。
7、优选的,主热流道4和支热流道5一体设置。
8、优选的,主热流道4和支热流道5的连接处呈人字形。
9、本发明的有益效果:
10、1、采用弧形流态降压流道,有效解决镁合金液体在压铸充填过程中降低压力损失导致整个热流道堵塞和跑镁的问题,避免流道充填中出现卷气、冷料、裂纹等风险情况的发生;
11、2、采用溃缩环,有效解决部件之间由于膨胀力所产生的间隙的问题,降低部件磨损,损坏模架,部件卡死不好拆除,间隙大披锋,跑料等问题;从而增加模具寿命,降低维修,清理时间;
12、3、采用多点进料的结构,有效减少镁合金液体在压铸过程中的充填时间、浇排重量以及液体温度的损失,降低流道充填中出现卷气、冷料、裂纹等问题的风险,提高压铸件整体密度。
技术特征:
1.一种镁合金压铸模具,其特征在于,包括热流道板组件和热浇口(7),所述热流道板组件包括内流道板(2)和外流道板(3),所述内流道板(2)的两侧配合设置有外流道板(3),所述内流道板(2)的顶部设置有喷嘴连接口(1),所述喷嘴连接口(1)沿着主热流道(4)在内流道板(2)内设置有方向相反的支热流道(5),主热流道(4)和两个所述支热流道(5)形成分流锥的结构;
2.根据权利要求1所述的镁合金压铸模具,其特征在于:所述支热流道(5)和弧形流态降压流道(6)的连接处设置有溃缩环(10),所述溃缩环(10)嵌设在热流道板组件内。
3.根据权利要求2所述的镁合金压铸模具,其特征在于:所述溃缩环(10)内通道的内径小于支热流道(5)和弧形流态降压流道(6)的内径,所述溃缩环(10)与热流道板组件之间间隙设置。
4.根据权利要求3所述的镁合金压铸模具,其特征在于:所述弧形流态降压流道(6)的弧度为90度。
5.根据权利要求4所述的镁合金压铸模具,其特征在于:所述主热流道(4)的竖直中心线与内流道板(2)的竖直中心线重合,两个所述支热流道(5)沿着竖直中心线对称设置。
6.根据权利要求5所述的镁合金压铸模具,其特征在于:所述主热流道(4)和支热流道(5)一体设置。
7.根据权利要求6所述的镁合金压铸模具,其特征在于:所述主热流道(4)和支热流道(5)的连接处呈人字形。
技术总结
本发明提供一种镁合金压铸模具,包括热流道板组件和热浇口,热流道板组件包括内流道板和外流道板,内流道板的两侧配合设置有外流道板,内流道板的顶部设置有喷嘴连接口,喷嘴连接口沿着主热流道在内流道板内设置有方向相反的支热流道,主热流道和两个支热流道形成分流锥的结构;支热流道远离喷嘴连接口一侧与设置在外流道板内的弧形流态降压流道以及热浇道贯通,由经过主热流道、支热流道、弧形流态降压流道和热浇道内流道的镁液将冷塞冲开进行畅通填充。本发明采用弧形流态降压流道、溃缩环和多点进料的结构,避免流道充填中出现卷气、冷料、裂纹等风险情况的发生;提高压铸件整体密度,增加模具寿命,降低维修,清理时间。
技术研发人员:姜玉军,亓培林
受保护的技术使用者:无锡朗贤轻量化科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!