一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置的制作方法
1.本发明涉及液压阀阀体加工技术领域,具体是一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置。
背景技术:
2.铰珩工艺是在传统珩磨基础上发展起来的,它将珩磨加工方法和铰孔加工方法结合起来,所以又叫铰珩;另外,铰珩一般只有一次往复动作,所以也叫做单冲程珩磨。
3.铰珩的特点主要在于其铰珩磨头和实际的珩磨过程。与传统珩磨工艺相比,铰珩珩磨头已事先设定到工件所要求的最终加工尺寸。因此铰珩的切削过程只需要1~3个往复行程即告完成。每根珩磨头去除金属层的厚度为2~20μm。经过铰珩后可提高孔的形状和尺寸精度一级,表面粗糙度值可达到ra0.2。这种加工方法无需刀具进给,加工节拍快,还可以在一定程度上提高孔的位置精度。
4.传统的珩铰设备存在的不足是:只适合加工只有一个阀孔或多个阀孔在一条直线上的阀体。当需要加工单个平面内存在多个阀孔的阀体时,需要多次装夹与找正,柔性化程度低,同时夹具调整还有影响加工精度的风险;加工不同孔径的产品需要人工更换刀具,有因人工更换刀具失误造成刀具报废的风险。
技术实现要素:
5.为解决上述技术问题,本发明提供一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置。
6.本发明通过以下技术方案实现:一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,包括床身,床身左端固定有z轴立柱,所述床身上滑动安装有x/y轴十字滑台,x/y轴十字滑台上具有交换托盘,交换托盘上用于安装工件;所述z轴立柱上端滑动连接有z轴主轴,z轴立柱一侧固定有斗笠式刀库和雷尼绍光学探头系统;所述床身外安装有整体式护罩,整体式护罩内侧安装有具有恒温过滤功能的切削液供给系统;所述整体式护罩正面设置有安全操作门和数控系统。
7.其进一步是:所述床身、整体式护罩和安全操作门固定在床身底座上。
8.所述z轴立柱下端面至x/y轴十字滑台上端面的距离大于575mm。
9.所述z轴主轴从斗笠式刀库换刀时,所述x/y轴十字滑台及交换托盘位于床身最右端。
10.所述雷尼绍光学探头系统寻找工件上每个孔的位置,并将工件的孔位置信息反馈到数控系统的坐标系中。
11.所述切削液供给系统中安装有过滤桶和恒温机。
12.所述床身上具有x轴滑轨,所述x/y轴十字滑台包括滑动安装在床身x轴滑轨上的
下滑座;所述交换托盘可拆卸滑动安装在下滑座上;交换托盘配套设置有两个,交换托盘相对于下滑座沿y向滑动。
13.与现有技术,本发明的有益效果是:具有工件孔自动定心功能,通过雷尼绍光学探头系统寻找每个孔的精确位置,并反馈到坐标系中,确保了z轴主轴与阀孔之前的同心度,加工精度高;具备xyz三个方向的控制,精度高,柔性高,工件加工尺寸范围大,可加工阀孔分布不规则的阀体,通用性极强;配合探头系统,实现加工定位准确的可编程控制,避免因夹具调整效率的还影响加工精度的情况;采用双托盘交换系统,操作者可以在加工工件过程中就进行下一工件的准备过程,实现设备全生产周期不停工,提高了生产设备使用效率和生产效率;具有自动换刀刀库,加工过程无需人工干预换刀,避免人工换刀失误造成刀具报废;切削液供给系统中增加过滤桶和恒温机,过滤精度高,避免了珩铰产生的粉末状铁屑对后续工件加工的影响;通过恒温机确保切削液温度,避免工件受热不均造成的加工精度误差。
附图说明
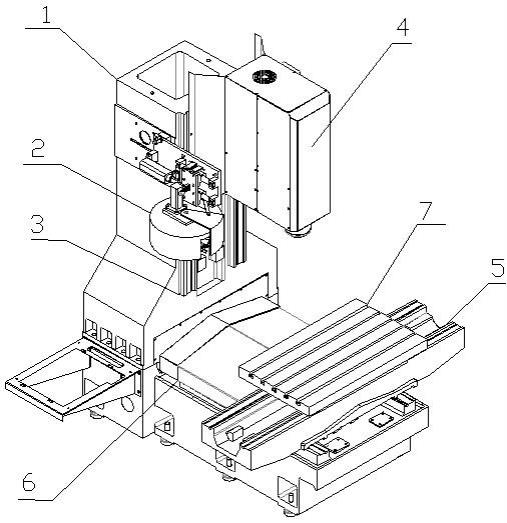
14.图1是本发明结构示意图;图2是图1中去除床身底座、整体式护罩后的结构示意图;图中:1、z轴立柱;2、斗笠式刀库;3、雷尼绍光学探头系统;4、z轴主轴;5、x/y轴十字滑台;6、床身;7、交换托盘;8、数控系统;9、切削液供给系统;10、整体式护罩;11、安全操作门;12、床身底座。
具体实施方式
15.以下是本发明的一个具体实施例,现结合附图对本发明做进一步说明。
16.结合图1和图2所示,一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,床身6固定在床身底座12上,床身6左端固定有z轴立柱1。z轴立柱1上端滑动连接有z轴主轴4,z轴立柱1一侧固定有斗笠式刀库2和雷尼绍光学探头系统3。
17.床身6上滑动安装有x/y轴十字滑台5,x/y轴十字滑台5上具有用于安装工件的交换托盘7。具体的:床身6上具有x轴滑轨,x/y轴十字滑台5包括滑动安装在床身6x轴滑轨上的下滑座;交换托盘7可拆卸滑动安装在下滑座上;交换托盘7配套设置有两个,交换托盘7相对于下滑座沿y向滑动。由于采用两个交换托盘7,其中一个交换托盘7上的工件在加工时,在另外一个交换托盘7上进行上下料。一个交换托盘7加工完成后,珩铰装置自动调用另外一个交换托盘7。基本实现设备不停机连续加工。有效提高了设备利用率。
18.斗笠式刀库2中具有多种道具,在双交换托盘7上安装不同产品夹具时,可实现不需要更换刀夹具即可切换加工的产品种类,节约了换型时间,适合多品种产品加工。加工过程无需人工干预换刀,避免人工换刀失误造成的刀具报废现象。
19.根据金刚石铰刀长度、阀孔长度、加工时刀具越程长度、交换托盘7以及托盘接收装置高度、加工过程所需安全距离,本实施例中将z轴立柱1下端面至x/y轴十字滑台5上端
面的距离设置为大于575mm。由于加工的金刚石铰刀较长,最长达到500mm,为防止自动换刀时刀具与工件或夹具之间发生干涉,对珩铰装置自动换刀时交换托盘7默认位置进行设定。当z轴主轴4从斗笠式刀库2换刀时,x/y轴十字滑台5及交换托盘7位于床身6最右端远离换刀点的位置。
20.珩铰加工阀孔时,要求刀具与阀孔具有较好的同心度,而在珩铰已完成联结组装的阀体时,由于阀体厚度存在偏差,导致各片阀体阀孔之间的相对位置存在偏差,在珩铰前,需要重新找正阀孔的位置。本实施例中,雷尼绍光学探头系统3通过主程序调用寻孔子程序,寻找工件上每个孔的精确位置,并将工件的孔位置信息反馈到数控系统8的坐标系中,在加工时直接调用,确保了z轴主轴4与阀孔之前的同心度,精度可以保证在0.05mm以内。
21.床身6外罩设有整体式护罩10,整体式护罩10正面设置有安全操作门11,整体式护罩10和安全操作门11固定在床身底座12上。数控系统8安装在整体式护罩10正面。
22.整体式护罩10内靠后位置安装有具有恒温过滤功能的切削液供给系统9。孔加工属于微米级的精加工,珩铰产生的粉末状铁屑会对阀孔粗糙度、尺寸精度、刀具使用寿命均造成不良影响。同时,切削液的温度不稳定,也将导致阀孔珩铰后尺寸不稳定。本实施例中切削液供给系统9中安装有过滤桶和恒温机,过滤精度提高到5μm,恒温精度保持在
±
2℃,大大提高工件的加工精度。
技术特征:
1.一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,包括床身(6),床身(6)左端固定有z轴立柱(1),其特征在于:所述床身(6)上滑动安装有x/y轴十字滑台(5),x/y轴十字滑台(5)上具有交换托盘(7),交换托盘(7)上用于安装工件;所述z轴立柱(1)上端滑动连接有z轴主轴(4),z轴立柱(1)一侧固定有斗笠式刀库(2)和雷尼绍光学探头系统(3);所述床身(6)外安装有整体式护罩(10),整体式护罩(10)内侧安装有具有恒温过滤功能的切削液供给系统(9);所述整体式护罩(10)正面设置有安全操作门(11)和数控系统(8)。2.根据权利要求1所述的一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,其特征在于:所述床身(6)、整体式护罩(10)和安全操作门(11)固定在床身底座(12)上。3.根据权利要求1所述的一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,其特征在于:所述z轴立柱(1)下端面至x/y轴十字滑台(5)上端面的距离大于575mm。4.根据权利要求1所述的一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,其特征在于:所述z轴主轴(4)从斗笠式刀库(2)换刀时,所述x/y轴十字滑台(5)及交换托盘(7)位于床身(6)最右端。5.根据权利要求1所述的一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,其特征在于:所述雷尼绍光学探头系统(3)寻找工件上每个孔的位置,并将工件的孔位置信息反馈到数控系统(8)的坐标系中。6.根据权利要求1所述的一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,其特征在于:所述切削液供给系统(9)中安装有过滤桶和恒温机。7.根据权利要求1所述的一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,其特征在于:所述床身(6)上具有x轴滑轨,所述x/y轴十字滑台(5)包括滑动安装在床身(6)x轴滑轨上的下滑座;所述交换托盘(7)可拆卸滑动安装在下滑座上;交换托盘(7)配套设置有两个,交换托盘(7)相对于下滑座沿y向滑动。
技术总结
本发明一种适用于液压多路阀阀芯孔精密加工的柔性珩铰装置,属于液压阀阀体加工技术领域。床身左端固定有Z轴立柱,床身上滑动安装有X/Y轴十字滑台,X/Y轴十字滑台上具有交换托盘;Z轴立柱上端滑动连接有Z轴主轴,Z轴立柱一侧固定有斗笠式刀库和雷尼绍光学探头系统;床身外安装有整体式护罩,整体式护罩内侧安装有具有恒温过滤功能的切削液供给系统;整体式护罩正面设置有安全操作门和数控系统。本发明具有工件孔自动定心功能,加工精度高;采用采用双托盘交换系统和斗笠式刀库,实现设备全生产周期不停工,加工过程无需人工干预换刀,提高了生产设备使用效率和生产效率;切削液供给系统过滤精度高,通过恒温控制,提高加工精度。提高加工精度。提高加工精度。
技术研发人员:徐明 景军清 荆兴亚 殷国防 孙坚 郭靖
受保护的技术使用者:徐州阿马凯液压技术有限公司
技术研发日:2021.12.09
技术公布日:2022/2/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1