一种轮毂铁型模具的制作方法
1.本实用新型涉及一种铁型模具,尤其涉及一种轮毂铁型模具。
背景技术:
2.轮毂是轮胎内廓支撑轮胎的圆桶形的、中心装在轴上的金属部件。铝合金轮毂一般采用铸造的方式进行生产,铸造是一种形成特定形状的金属产品的工艺,铸造一般用模具进行,液态金属进入模具内型腔后填充型腔空间,待金属冷却凝固后,即形成与模具型腔形状相同的产品。现有的轮毂模具在浇注生产时,得到的轮毂产品中会有少许铁渣,影响轮毂的质量。且在浇注时会出现因轮毂铸造型腔温度过低而导致浇注的轮毂质量差。
技术实现要素:
3.鉴于此,本实用新型的目的在于提供一种轮毂铁型模具,以解决上述背景技术中所指出的问题。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种轮毂铁型模具,包括上模型、下模型,所述上模型包括上型板,所述上型板的中心位置设有浇口,上型板上设置有两个上模具和四个上冒口窝,两个上模具沿浇口对称分布,所述下模型包括下型板,所述下型板的中心位置设有直浇道,下型板上设置有两个与上模具位置相对应的下模具,所述上模具和下模具组合后形成铸造轮毂的铸造型腔,所述下型板上还设置有两个主浇道、四个下冒口窝和四个内浇道,所述直浇道与所述浇口正对,四个上冒口窝分别与四个下冒口窝正对,所述直浇道的上端穿出所述浇口,下端与两个主浇道连通,每个主浇道分别与两个上冒口窝连通,所述上冒口窝与所述下冒口窝之间设置有过滤网,所述下冒口窝通过所述内浇道与所述铸造型腔连通,铁水由直浇道进入主浇道,然后由主浇道进入上冒口窝内,上冒口窝内的铁水经过滤后进入下冒口窝,然后经内浇道进入所述铸造型腔内。
6.作为本实用新型的进一步改进,所述下型板上设有两个定位套,且两个定位套沿下型板的对角线方向设置,所述上型板上与定位套对应的位置上设有定位孔,通过定位销连接所述上型板上的定位孔与所述下型板上的定位套。
7.作为本实用新型的进一步改进,所述上型板的两端侧面和下型板的两端侧面上均设有电热插孔,通过在电热插孔内插入电热丝,可对铸造型腔进行加热,使得铸造型腔内部温度均匀,适度、恒定,保证铸造质量,避免了因温度过低产生的不良状况。
8.本实用新型的有益效果是:本实用新型上冒口窝与所述下冒口窝之间设置有过滤网,浇筑时,上冒口窝内的铁水经过滤后进入下冒口窝,铁渣会聚集到上冒口窝,有效的提高了轮毂的生产质量,铸件报废率低,生产效率高。通过定位销连接所述上型板上的定位孔与所述下型板上的定位套,成型时保证固定牢固。上型板的两端侧面和下型板的两端侧面上均设有电热插孔,通过在电热插孔内插入电热丝,可对铸造型腔进行加热,使得铸造型腔内部温度均匀,适度、恒定,保证铸造质量,避免了因温度过低产生的不良状况。
附图说明
9.构成本申请的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
10.图1为本实用新型结构示意图;
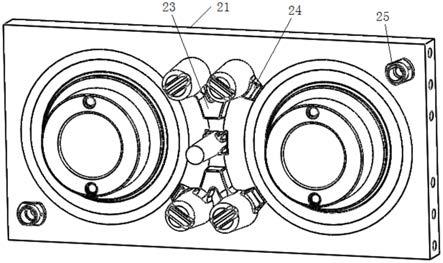
11.图2为本实用新型去上模板后结构示意图。
具体实施方式
12.需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
13.为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
14.如图1
‑
2所示,一种轮毂铁型模具,包括上模型1、下模型2,所述上模型1包括上型板11,所述上型板11的中心位置设有浇口12,上型板11上设置有两个上模具13和四个上冒口窝14,两个上模具13沿浇口12对称分布,所述下模型2包括下型板21,所述下型板21的中心位置设有直浇道22,下型板21上设置有两个与上模具13位置相对应的下模具,所述上模具13和下模具组合后形成铸造轮毂的铸造型腔,所述下型板21上还设置有两个主浇道23、四个下冒口窝和四个内浇道24,所述直浇道22与所述浇口12正对,四个上冒口窝14分别与四个下冒口窝正对,所述直浇道22的上端穿出所述浇口12,下端与两个主浇道23连通,每个主浇道23分别与两个上冒口窝14连通,所述上冒口窝14与所述下冒口窝之间设置有过滤网,所述下冒口窝通过所述内浇道24与所述铸造型腔连通,铁水由直浇道22进入主浇道23,然后由主浇道23进入上冒口窝14内,上冒口窝14内的铁水经过滤后进入下冒口窝,然后经内浇道24进入所述铸造型腔内。
15.所述下型板21上设有两个定位套25,且两个定位套25沿下型板21的对角线方向设置,所述上型板11上与定位套25对应的位置上设有定位孔15,通过定位销连接所述上型板11上的定位孔15与所述下型板21上的定位套25。
16.所述上型板11的两端侧面和下型板21的两端侧面上均设有电热插孔16,通过在电热插孔16内插入电热丝,可对铸造型腔进行加热,使得铸造型腔内部温度均匀,适度、恒定,保证铸造质量,避免了因温度过低产生的不良状况。
17.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进、部件拆分或组合等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种轮毂铁型模具,其特征在于:包括上模型、下模型,所述上模型包括上型板,所述上型板的中心位置设有浇口,上型板上设置有两个上模具和四个上冒口窝,两个上模具沿浇口对称分布,所述下模型包括下型板,所述下型板的中心位置设有直浇道,下型板上设置有两个与上模具位置相对应的下模具,所述上模具和下模具组合后形成铸造轮毂的铸造型腔,所述下型板上还设置有两个主浇道、四个下冒口窝和四个内浇道,所述直浇道与所述浇口正对,四个上冒口窝分别与四个下冒口窝正对,所述直浇道的上端穿出所述浇口,下端与两个主浇道连通,每个主浇道分别与两个上冒口窝连通,所述上冒口窝与所述下冒口窝之间设置有过滤网,所述下冒口窝通过所述内浇道与所述铸造型腔连通,铁水由直浇道进入主浇道,然后由主浇道进入上冒口窝内,上冒口窝内的铁水经过滤后进入下冒口窝,然后经内浇道进入所述铸造型腔内。2.根据权利要求1所述的一种轮毂铁型模具,其特征在于:所述下型板上设有两个定位套,且两个定位套沿下型板的对角线方向设置,所述上型板上与定位套对应的位置上设有定位孔,通过定位销连接所述上型板上的定位孔与所述下型板上的定位套。3.根据权利要求1所述的一种轮毂铁型模具,其特征在于:所述上型板的两端侧面和下型板的两端侧面上均设有电热插孔。
技术总结
本实用新型公开了一种轮毂铁型模具,包括上模型、下模型,所述上模型包括上型板,上型板的中心位置设有浇口,上型板上设置有两个上模具和四个上冒口窝,两个上模具沿浇口对称分布,下模型包括下型板,下型板的中心位置设有直浇道,下型板上设置有两个与上模具位置相对应的下模具,上模具和下模具组合后形成铸造轮毂的铸造型腔,下型板上还设置有两个主浇道、四个下冒口窝和四个内浇道,四个上冒口窝分别与四个下冒口窝正对,直浇道的上端穿出所述浇口,下端与两个主浇道连通,每个主浇道分别与两个上冒口窝连通,上冒口窝与所述下冒口窝之间设置有过滤网,下冒口窝通过所述内浇道与所述铸造型腔连通。本实用新型提高了轮毂的生产质量。质量。质量。
技术研发人员:温文林 赵建军 付俊岭 冯奇红 刘春晖 赵琰钰
受保护的技术使用者:侯马市晋烽机械铸造有限公司
技术研发日:2021.01.22
技术公布日:2021/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1