一种冷却壁铸造专用冷却水管固定装置的制作方法
1.本实用新型涉及冷却壁铸造技术领域,一种冷却壁铸造专用冷却水管固定装置,本实用新型针对冷却水管固定装置进行强化固定设计。
背景技术:
2.本申请人及发明人团队已于2017年9月27日申请名称为一种冷却壁铸造过程中的冷却水管固定装置的实用新型专利,专利号为zl201721250297.2,上述专利提出一种冷却壁铸造过程中的冷却水管固定装置,包括下压板、上压板、内固定螺栓、内固定螺母、外固定螺栓、外固定螺母、芯撑,所述内固定螺栓、内固定螺母在下压板、上压板两端都有设置且型号相同,内固定螺栓、内固定螺母安装在下压板、上压板上,两根相邻的冷却水管被限制在下压板与上压板之间,两端的内固定螺母保持相同的旋紧度,上压板与上箱之间设置芯撑,外固定螺栓依次穿过下压板、上压板、上箱由外固定螺母紧固。上述专利有益效果:有效限制冷却水管漂移的作用。可将冷却水管的位置控制在
±
5mm以内,可满足用户对冷却水管的位置度的高标准要求。
3.但实际使用中发现其中内固定螺栓、内固定螺母在下压板、上压板两端都有设置且型号相同,内固定螺栓、内固定螺母安装在下压板、上压板上,两根相邻的冷却水管被限制在下压板与上压板之间,两端的内固定螺母保持相同的旋紧度,上压板与上箱之间设置芯撑,外固定螺栓依次穿过下压板、上压板、上箱由外固定螺母紧固。对操作人员技术要求较高,螺母紧固位置和力度都需要有一定的工作经验才能熟练掌握并使用,大批量加工并且多人协助生产时经常出现,尺寸不一,质量参差不齐的情况发生。
技术实现要素:
4.为了降低批次和不同人员操作难度、质量难控制的技术问题,本实用新型解决其技术问题所采用的技术方案为:
5.一种冷却壁铸造专用冷却水管固定装置,包括冷却水管、上压板和下压板,冷却水管设在冷却壁本体中,每根冷却水管连接上压板和下压板组成固定单元,冷却壁本体中设有一组或多组固定单元;上压板和下压板上开设固定通孔,固定通孔穿入固定连接栓,固定连接栓分为固定栓和连接段,连接段上设有螺纹端,螺纹端上连接螺母,螺纹端和螺母螺纹连接将上压板和下压板压紧冷却水管上、下端,固定栓置于上型砂型中。
6.所述上压板与上型砂型之间设置芯撑,芯撑下端面与上压板上端面贴合,芯撑上端面与上型砂型下端面贴合。
7.所述固定连接栓分为固定栓和连接段,固定栓和连接段成夹角连接。
8.所述固定连接栓分为固定栓和连接段,固定栓和连接段成直角连接。
9.所述上压板或下压板上开设两组固定通孔,两组固定通孔分别与固定连接栓连接,两组固定栓沿冷却水管中心对称布设呈t字型。
10.所述固定连接栓的螺纹端依次穿过上压板和下压板固定通孔,螺母连接在螺纹端
上,螺母分别锁紧在上压板上端面和下压板下端面,将上压板和下压板压紧冷却水管上、下端。
11.本实用新型保留现有设备可将冷却壁中冷却水管的位置控制在士5mm以内的功能,能够满足用户对冷却水管的位置度的高标准要求。此外大幅减低对工人操作技术的要求,只需要根据尺寸将固定连接栓预埋到位并连接其他组件,便可完成铸造前的砂型制作。通过固定连接栓有效控制尺寸公差,降低大批量零件之间的差异。大批量加工时规格统一,尺寸误差小。
12.此外该装置通过固定栓和连接段成夹角连接,可有效控制冷却水管在冷却壁中的位置。限制冷却水管四周方向移动量,起到限制冷却水管漂移的作用。上压板或下压板上开设两组固定通孔,两组固定通孔分别与固定连接栓连接,两组固定栓沿冷却水管中心对称布设呈t字型。便于更好对齐基准面,有利于冷却水管铸造中确保质量均衡稳定。
附图说明
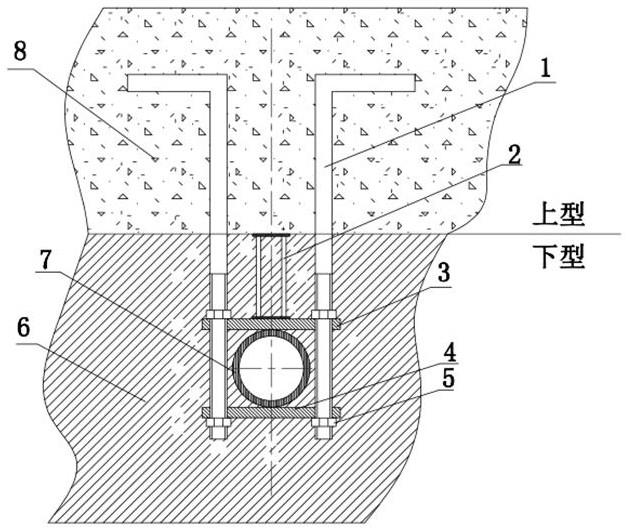
13.图1是本实用新型的结构示意图;
14.图中: 固定连接栓1、芯撑2、上压板3、下压板4、螺母5、冷却壁本体6、冷却水管7、上型砂型8。
具体实施方式
15.一种冷却壁铸造专用冷却水管固定装置,包括冷却水管7、上压板3和下压板4,冷却水管7设在冷却壁本体6中,每根冷却水管7连接上压板3和下压板4组成固定单元,冷却壁本体6中设有一组或多组固定单元;上压板3和下压板4上开设固定通孔,固定通孔穿入固定连接栓1,固定连接栓1分为固定栓和连接段,连接段上设有螺纹端,螺纹端上连接螺母5,螺纹端和螺母5螺纹连接将上压板3和下压板4压紧冷却水管7上、下端,固定栓置于上型砂型8中。
16.所述上压板3与上型砂型8之间设置芯撑2,芯撑2下端面与上压板3上端面贴合,芯撑2上端面与上型砂型8下端面贴合。所述固定连接栓1分为固定栓和连接段,固定栓和连接段成夹角连接。优选的所述固定连接栓1分为固定栓和连接段,固定栓和连接段成直角连接。所述上压板3或下压板4上开设两组固定通孔,两组固定通孔分别与固定连接栓1连接,两组固定栓沿冷却水管7中心对称布设呈t字型。
17.所述固定连接栓1的螺纹端依次穿过上压板3和下压板4固定通孔,螺母5连接在螺纹端上,螺母5分别锁紧在上压板3上端面和下压板4下端面,将上压板3和下压板4压紧冷却水管7上、下端。每根冷却水管7被限制在上压板3与下压板4之间,上压板3与上型砂型8之间设置芯撑2,固定连接栓1依次穿过下上压板3、下压板4。上压板3或下压板4上开设两组固定通孔,两组固定通孔分别与固定连接栓1连接,两组固定栓沿冷却水管7中心对称布设呈t字型,t字型固定连接栓1按工艺位置预埋在砂型内。所述芯撑2由二根短柱两端连接平板而成。上压板3、下压板4、固定连接栓1、螺母5,选用高熔点材料制作,应保证在冷却壁浇注过程中不被铁水所熔化。芯撑2应根据相关资料选用,应在铁水凝固前保有足够强度,不能过早熔化而丧失支撑作用,同时能与铸件很好地结合。
18.本装置使用时:在冷却壁生产铸造前,应先根据冷却壁中每根冷却水管6的长度确
定固定单元数量,固定连接栓1分为固定栓和连接段,连接段上设有螺纹端,螺纹端上连接螺母5,螺纹端和螺母5螺纹连接将上压板3和下压板4压紧冷却水管7上、下端,固定栓置于上型砂型8中。上压板3与上型砂型8之间设置芯撑2,芯撑2下端面与上压板3上端面贴合,芯撑2上端面与上型砂型8下端面贴合。
19.先将固定连接栓1依次穿过上压板3和下压板4,螺纹端和螺母5螺纹连接将上压板3和下压板4压紧冷却水管7上、下端,再将芯撑2置于上压板3和上型砂型8之间,上压板3、下压板4、固定连接栓1、螺母5、芯撑2在冷却壁浇注后就留在冷却壁本体6的内部,不影响冷却水管在浇注过程中的收缩,也不会影响冷却壁表面质量。本案与传统技术相比最大优点为固定连接栓1的螺纹端预先通过螺母5螺纹连接将上压板3和下压板4压紧冷却水管7上、下端,完成连接,并通过两组固定栓沿冷却水管7中心对称布设呈t字型,通过t字型观察固定单元是否水平和垂直方向对齐,通过t字型在砂型箱内对齐便可满足上述对齐要求,确保后续浇铸质量,最后将固定栓置于上型砂型8中完成整个砂型制作,整个铸造工艺得到大幅缩减及质量优化。
技术特征:
1.一种冷却壁铸造专用冷却水管固定装置,其特征在于包括冷却水管(7)、上压板(3)和下压板(4),冷却水管(7)设在冷却壁本体 (6)中,每根冷却水管(7)连接上压板(3)和下压板(4)组成固定单元,冷却壁本体(6)中设有一组或多组固定单元;上压板(3)和下压板(4)上开设固定通孔,固定通孔穿入固定连接栓(1),固定连接栓(1)分为固定栓和连接段,连接段上设有螺纹端,螺纹端上连接螺母(5),螺纹端和螺母(5)螺纹连接将上压板(3)和下压板(4)压紧冷却水管(7)上、下端,固定栓置于上型砂型(8)中。2.根据权利要求1所述的一种冷却壁铸造专用冷却水管固定装置,其特征在于所述上压板(3)与上型砂型(8)之间设置芯撑(2),芯撑(2)下端面与上压板(3)上端面贴合,芯撑(2)上端面与上型砂型(8)下端面贴合。3.根据权利要求1所述的一种冷却壁铸造专用冷却水管固定装置,其特征在于所述固定连接栓(1)分为固定栓和连接段,固定栓和连接段成夹角连接。4.根据权利要求3所述的一种冷却壁铸造专用冷却水管固定装置,其特征在于所述固定连接栓(1)分为固定栓和连接段,固定栓和连接段成直角连接。5.根据权利要求4所述的一种冷却壁铸造专用冷却水管固定装置,其特征在于所述上压板(3)或下压板(4)上开设两组固定通孔,两组固定通孔分别与固定连接栓(1)连接,两组固定栓沿冷却水管(7)中心对称布设呈t字型。6.根据权利要求1所述的一种冷却壁铸造专用冷却水管固定装置,其特征在于所述固定连接栓(1)的螺纹端依次穿过上压板(3)和下压板(4)固定通孔,螺母(5)连接在螺纹端上,螺母(5)分别锁紧在上压板(3)上端面和下压板(4)下端面,将上压板(3)和下压板(4)压紧冷却水管(7)上、下端。
技术总结
本实用新型涉及冷却壁铸造技术领域,一种冷却壁铸造专用冷却水管固定装置,本实用新型针对冷却水管固定装置进行强化固定设计。通过固定栓和连接段成夹角连接,可有效控制冷却水管在冷却壁中的位置。限制冷却水管四周方向移动量,起到限制冷却水管漂移的作用。上压板或下压板上开设两组固定通孔,两组固定通孔分别与固定连接栓连接,两组固定栓沿冷却水管中心对称布设呈T字型。便于更好对齐基准面,有利于冷却水管铸造中确保质量均衡稳定。冷却水管铸造中确保质量均衡稳定。冷却水管铸造中确保质量均衡稳定。
技术研发人员:刘荣 张建利 杨峰
受保护的技术使用者:甘肃酒钢集团西部重工股份有限公司
技术研发日:2021.04.20
技术公布日:2021/12/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1