用于大面积铝铸件的模具的制作方法
1.本实用新型涉及浇注成型技术领域,尤其涉及一种用于大面积铝铸件的模具。
背景技术:
2.铝质零件的压铸成型是将熔融的液态铝浇入压铸机的压室中,通过压射冲头的运动,在高压作用下,以较高的速度填充入压铸模型腔内,并使铝在压力下凝固成型为铝压铸件的方法。大面积平整铝铸件压铸成型后,表面存在若干气孔、渣孔的现象,究其原因,是现有的由上模与下模相扣合的模具,不能及时地排出模腔内的空气,未排出的气体附着在模具内表面,铸出的产品表面出现气纹、气孔和渣孔等不良现象。这是现有的模具的不足之处。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种用于大面积铝铸件的模具,它能消除产品表面的气孔等不良现象。
4.本实用新型的技术方案是:一种用于大面积铝铸件的模具,由上模和下模相扣合而成,上模具有上型腔,下模具有下型腔,其特征是:所述上型腔的底部设有由复数根网线交叉而成的网格片。
5.所述网线的横截面为三角形。
6.所述网格片由复数根平行于第一方向的网线和平行于第二方向的网线交叉而成。
7.所述第一方向与第二方向垂直。
8.所述第一方向或第二方向相对于上型腔的侧壁的斜度为0度、15度、30度、45度、60度、75度或90度。
9.相邻两根第一方向的网线的距离依次排列,呈中间大两头小的数列。
10.相邻两根第二方向的网线的距离依次排列,呈中间大两头小的数列。
11.本实用新型的模具,由于上型腔内的网格片的存在,可以容纳浇筑过程中产生的残余气体和铝渣,消除了铸件产品,尤其是大面积铝铸件表面出现气纹、气孔和渣孔等不良现象的概率。
附图说明
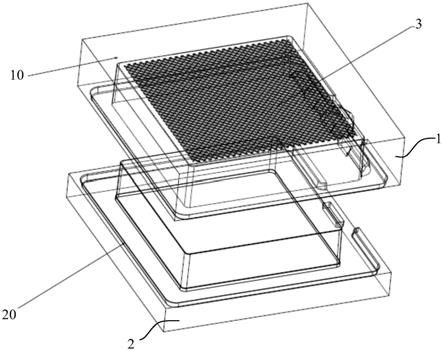
12.图1是本实用新型的模具的立体图。
13.图2是本实用新型的上模的正视图。
14.图3是图2的a
‑
a剖视图。
15.图4是图3的b处局部放大图。
具体实施方式
16.现结合附图和实施例对本发明作进一步详细说明。
17.参看图1~图4,本实用新型的模具,由上模1和下模2相扣合而成,上模1具有上型腔10,下模2具有下型腔20,在上型腔10的底部设有一网格片3,所述网格片由若干网线交叉排列开来,网线的横截面呈三角形,因而这种网格片具有足够的空隙容纳残余气体和铝渣。而不似现有的模具,令残余气体和铝渣只能依附在产品表面,造成不良品的出现,本实用新型的模具克服了现有模具浇筑大面积铝铸件成品的缺陷。
18.网线的排列方向关系着上型腔和下型腔内空气的流动,上述网线主要沿两个方向延伸、即第一方向和第二方向,所述网格片由复数根平行于第一方向的网线和平行于第二方向的网线交叉而成。
19.优选地,所述第一方向与第二方向垂直。
20.优选地,所述第一方向或第二方向相对于上型腔的侧壁的斜度为0度、15度、30度、45度、60度、75度或90度。
21.不仅如此,相邻网线的距离也与上型腔和下型腔内空气的流动有关,
22.优选地,相邻两根第一方向的网线的距离依次排列,呈中间大两头小的数列。
23.优选地,相邻两根第二方向的网线的距离依次排列,呈中间大两头小的数列。
24.如此,可最大限度地克服空气孔对产品表面质量的不良影响。
25.以上所述仅是本发明的较佳实施例而已,并非对本发明做任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案的范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
技术特征:
1.一种用于大面积铝铸件的模具,由上模和下模相扣合而成,上模具有上型腔,下模具有下型腔,其特征是:所述上型腔的底部设有由复数根网线交叉而成的网格片。2.如权利要求1所述的用于大面积铝铸件的模具,其特征是:所述网线的横截面为三角形。3.如权利要求2所述的用于大面积铝铸件的模具,其特征是:所述网格片由复数根平行于第一方向的网线和平行于第二方向的网线交叉而成。4.如权利要求3所述的用于大面积铝铸件的模具,其特征是:所述第一方向与第二方向垂直。5.如权利要求4所述的用于大面积铝铸件的模具,其特征是:所述第一方向或第二方向相对于上型腔的侧壁的斜度为0度、15度、30度、45度、60度、75度或90度。6.如权利要求4所述的用于大面积铝铸件的模具,其特征是:相邻两根第一方向的网线的距离依次排列,呈中间大两头小的数列。7.如权利要求4所述的用于大面积铝铸件的模具,其特征是:相邻两根第二方向的网线的距离依次排列,呈中间大两头小的数列。
技术总结
本实用新型涉及浇注成型技术领域,公开了一种用于大面积铝铸件的模具,由上模和下模相扣合而成,上模具有上型腔,下模具有下型腔,所述上型腔的底部设有由复数根网线交叉而成的网格片。所述网线的横截面为三角形。所述网格片由复数根平行于第一方向的网线和平行于第二方向的网线交叉而成。所述第一方向与第二方向垂直。所述第一方向或第二方向相对于上型腔的侧壁的斜度为0度、15度、30度、45度、60度、75度或90度。相邻两根第一方向的网线的距离依次排列,呈中间大两头小的数列。相邻两根第二方向的网线的距离依次排列,呈中间大两头小的数列。本实用新型能消除大面积铝铸件表面产品的气孔等不良现象。气孔等不良现象。气孔等不良现象。
技术研发人员:陈晓兵
受保护的技术使用者:东莞市宏恺五金制品有限公司
技术研发日:2021.06.26
技术公布日:2021/12/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1