一种用于铅酸蓄电池极群组的铸焊夹具的制作方法
1.本实用新型涉及蓄电池生产技术领域,具体涉及一种用于铅酸蓄电池极群组的铸焊夹具。
背景技术:
2.铅酸蓄电池是一种将化学能转换成电能的装置,在汽车领域、通信等领域应用广泛。铅酸蓄电池主要组成部分为极群组、电解液、连接部分、容器部分。在蓄电池组装过程中,完成铸焊的极群组由铸焊夹具夹紧从铸焊模具中拔出并旋转至入槽平台并将极群组翻转后放置在该平台上。在铸焊夹具松开极群组放在入槽平台上的过程中,偶尔出现铸焊夹具气缸因气压不足,不能完全松开铸焊夹具,导致铸焊夹具挂住极群组的现象,进而影响后续入槽工作的进度,导致入槽失败和后续极群组的铸焊不连贯。
技术实现要素:
3.本实用新型的目的在于解决上述现有技术的不足,从而提供一种用于铅酸蓄电池极群组的铸焊夹具,降低设备出错率,提高生产效率。
4.本实用新型的技术方案是:一种用于铅酸蓄电池极群组的铸焊夹具,包括夹具框架、夹紧组件、用于驱动夹紧组件夹紧的驱动装置;夹具框架为由两个横侧板和两个纵侧板焊接成的长方形框架结构;夹紧组件包括至少两个上下间隔的设置在每个横侧板内侧的推杆,推杆一端部经轴承支撑在左侧的纵侧板上,另一端部穿过支撑板后与驱动装置连接,左侧的纵侧板与支撑板之间并排设置有六组夹板组,每组夹板组由两个对称的夹板组成,每个夹板的两外侧均设有供推杆通过的推杆通孔,每一块夹板一侧的推杆通孔数量与该侧的推杆数量相对应,同一夹板组左侧的夹板与前侧的推杆固定连接、右侧的夹板与后侧的推杆固定连接;六组夹板组最外端的两个夹板与相邻的纵侧板或支撑板之间连接有至少一个弹簧。
5.所述六组夹板组最外端的两个夹板与相邻的纵侧板或支撑板之间连接有两个弹簧,两个弹簧对称设置。
6.每个所述横侧板的内侧上下间隔的设置有三个平行的推杆。
7.所述驱动装置包括可通过气缸平移的推板、用于驱动两侧推杆相向位移的叉剪机构,气缸固定在右侧的纵侧板上,气缸的活塞杆穿过右侧的纵侧板与推板连接,推板与叉剪机构连接。
8.所述叉剪机构包括叉剪臂一、叉剪臂二,叉剪臂一与叉剪臂二的中部通过铰接座相互铰接,叉剪臂一两端部分别与固定在两侧推杆顶端的方块铰接,叉剪臂二右端与推板前端铰接,推板的后端与后侧的方块固定连接。
9.所述铰接座固定在支撑板的中部。
10.所述前侧的方块下方开有用于让位推板的缺口方槽。
11.本实用新型的有益效果在于:能够解决铸焊时出现铸焊夹具气缸活塞杆不能推动
推杆完全松开铸焊夹具,导致铸焊夹具挂住极群组的情况。极群组完成铸焊后放置在入槽平台上时此装置可以有效协助气缸活塞杆推动推杆完全打开铸焊夹具从而解决铸焊夹具不完全松开导致极群组挂在夹具上的情况。
附图说明
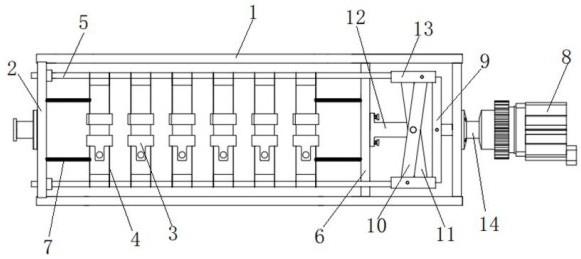
12.图1为本实用新型的俯视图;
13.图2为本实用新型的主视图;
14.图中:1.横侧板;2.纵侧板;3.极群组;4.夹板;5.推杆;6.支撑板;7.弹簧;8.气缸;9.推板;10.叉剪臂一;11. 叉剪臂二;12.铰接座;13.方块;14.活塞杆。
具体实施方式
15.图1中,夹具框架为由两个横侧板1和两个纵侧板2焊接成的长方形框架结构,夹具框架内侧靠近右侧的纵侧板焊接有一个支撑板6,夹具框架内设有夹紧组件,夹紧组件包括位于左侧的纵侧板2与支撑板6之间的六组夹板组,每组夹板组由两个对称的夹板4组成,可以将极群组夹紧在两个夹板4内,六组夹板组左端的夹板4与相邻的纵侧板2之间连接有两个弹簧7,最右侧的夹板4与相邻的支撑板6之间也连接有两个弹簧7,当夹紧组件的六组夹板组将六块极群组3夹紧时,四个弹簧7处于拉紧状态,当夹紧组件的六组夹板组将六块极群组3松开时,四个弹簧7处于回收状态。每个横侧板1内侧上下间隔的设置有至少两个推杆5,推杆5一端部经轴承支撑在左侧的纵侧板2上,另一端部穿过支撑板6后与驱动装置连接,驱动装置用于驱动夹紧组件实现夹紧和松开动作,每个夹板4的两外侧均设有供推杆5通过的推杆通孔,每一块夹板4一侧的推杆通孔数量与该侧的推杆5数量相对应,同一夹板组左侧的夹板4与前侧的推杆5固定连接,同一夹板组右侧的夹板4与后侧的推杆5固定连接。驱动装置包括可驱动两侧推杆5相向位移的叉剪机构,叉剪机构的叉剪臂一10和叉剪臂二11中部铰接在铰接座12上,铰接座12固定在支撑板6的中部,叉剪臂一10两端部分别与一个方块13铰接,两个方块13分别固定在两侧推杆5顶端,叉剪臂二11右端与推板9前端铰接,推板9的后端与后侧的方块13固定连接。前侧的方块13下方开有用于让位推板9的缺口方槽。气缸8固定在右侧的纵侧板2上,气缸的活塞杆14穿过右侧的纵侧板2与推板9连接,推板9与叉剪机构连接。铸焊时,当铸焊夹具的夹板4夹紧极群组3时,弹簧7处于拉紧状态;当极群组3完成铸焊,铸焊夹具将完成铸焊的极群组3翻转后放置在入槽平台上。气缸8的活塞杆14收回,活塞杆 14 连接推动推板9,推板9缩回,带动与之固定的后侧方块13,方块13拉动后侧的推杆5,而与后侧的推杆5固定连接的右侧夹板 4 被拉开;与此同时,和叉剪臂一10铰接的前侧的方块13被推动,与前侧的方块13连接的推杆 5也被推动,与前侧的推杆5固定连接的左侧夹板 4 被推开,夹具松开,此时铸焊夹具完成了一次将铸焊完毕的极群组放置在入槽操作台的过程。在此过程中对称安装在夹板组最左侧的夹板4 与纵侧板2直间的弹簧7收缩,并将夹板组最左侧的夹板4向左拉,最左侧的左侧夹板4与前侧的推杆5连接,带动前侧的推杆5左移,前侧的推杆5进而带动每组夹板组的左侧夹板4向左打开;而对称安装在夹板组最右侧的夹板4与支撑板6之间的弹簧7也收缩,并将夹板组最右侧的夹板4向右拉,最右侧的夹板4与后侧的推杆5连接,带动后侧的推杆5右移,后侧的推杆5进而带动每组夹板组的右侧夹板4向右打开。从而达到协助气缸打开夹具的目的。
16.图2中,每个横侧板1的内侧上下间隔的设置有三个平行的推杆5。
技术特征:
1.一种用于铅酸蓄电池极群组的铸焊夹具,其特征在于:包括夹具框架、夹紧组件、用于驱动夹紧组件夹紧的驱动装置;夹具框架为由两个横侧板(1)和两个纵侧板(2)焊接成的长方形框架结构;夹紧组件包括至少两个上下间隔的设置在每个横侧板(1)内侧的推杆(5),推杆(5)一端部经轴承支撑在左侧的纵侧板(2)上,另一端部穿过支撑板(6)后与驱动装置连接,左侧的纵侧板(2)与支撑板(6)之间并排设置有六组夹板组,每组夹板组由两个对称的夹板(4)组成,每个夹板(4)的两外侧均设有供推杆(5)通过的推杆通孔,每一块夹板(4)一侧的推杆通孔数量与该侧的推杆(5)数量相对应,同一夹板组左侧的夹板(4)与前侧的推杆(5)固定连接、右侧的夹板(4)与后侧的推杆(5)固定连接;六组夹板组最外端的两个夹板(4)与相邻的纵侧板(2)或支撑板(6)之间连接有至少一个弹簧(7)。2.根据权利要求1所述的一种用于铅酸蓄电池极群组的铸焊夹具,其特征在于:所述六组夹板组最外端的两个夹板(4)与相邻的纵侧板(2)或支撑板(6)之间连接有两个弹簧(7),两个弹簧(7)对称设置。3.根据权利要求1所述的一种用于铅酸蓄电池极群组的铸焊夹具,其特征在于:每个所述横侧板(1)的内侧上下间隔的设置有三个平行的推杆(5)。4.根据权利要求1所述的一种用于铅酸蓄电池极群组的铸焊夹具,其特征在于:所述驱动装置包括可通过气缸(8)平移的推板(9)、用于驱动两侧推杆(5)相向位移的叉剪机构,气缸(8)固定在右侧的纵侧板(2)上,气缸的活塞杆(14)穿过右侧的纵侧板(2)与推板(9)连接,推板(9)与叉剪机构连接。5.根据权利要求4所述的一种用于铅酸蓄电池极群组的铸焊夹具,其特征在于:所述叉剪机构包括叉剪臂一(10)、叉剪臂二(11),叉剪臂一(10)与叉剪臂二(11)的中部通过铰接座(12)相互铰接,叉剪臂一(10)两端部分别与固定在两侧推杆(5)顶端的方块(13)铰接,叉剪臂二(11)右端与推板(9)前端铰接,推板(9)的后端与后侧的方块(13)固定连接。6.根据权利要求1所述的一种用于铅酸蓄电池极群组的铸焊夹具,其特征在于:所述铰接座(12)固定在支撑板(6)的中部。7.根据权利要求1所述的一种用于铅酸蓄电池极群组的铸焊夹具,其特征在于:所述前侧的方块(13)下方开有用于让位推板(9)的缺口方槽。
技术总结
一种用于铅酸蓄电池极群组的铸焊夹具,包括夹具框架、夹紧组件、驱动装置;夹具框架为由两个横侧板和两个纵侧板焊接成的长方形框架结构;夹紧组件包括至少两个上下间隔的设置在每个横侧板内侧的推杆,推杆一端部经轴承支撑在左侧的纵侧板上,另一端部穿过支撑板后与驱动装置连接,左侧的纵侧板与支撑板之间并排设置有六组夹板组,每组夹板组由两个对称的夹板组成,每个夹板的两外侧均设有供推杆通过的推杆通孔,同一夹板组左侧的夹板与前侧的推杆固定连接、右侧的夹板与后侧的推杆固定连接;六组夹板组最外端的两个夹板与相邻的纵侧板或支撑板之间连接有至少一个弹簧。降低设备出错率,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:艾尼瓦尔
受保护的技术使用者:骆驼集团襄阳蓄电池有限公司
技术研发日:2021.06.29
技术公布日:2022/1/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1