专用于有色金属锭中空夹层冷却模具的冷却系统的制作方法
1.本实用新型涉及有色金属锭铸模冷却系统技术领域。
背景技术:
2.在有色金属冶炼中,传统的生成金属锭的模具如图1、图2所示,主要由模具a和销钉b两部份组成。在铸锭时,往腔体c内注入有色金属液体,冷却凝固后模具、销钉及有色金属锭粘合得较牢固。脱模分两步:(1)用钢绳穿过销钉上的孔d,用起重设备把模具、销钉及有色金属锭一块提起,然后用大锤把模具搞掉,这时有色金属锭和销钉仍粘在一起;(2)解下穿过销钉孔的钢绳,吊住有色金属锭,用大锤把销钉敲掉,即完成合金锭的脱模。
3.如图2所示,模具和销钉都是实心结构。由于有色金属液体温度在400℃以上,浇铸到模具后,由于模具壁太厚,液体主要从上表面缓慢冷却,因而会出现了以下问题:
4.1、合金锭的脱模非常困难;
5.2、合金液体内部热量长时间没能散去,致使模具温度升高,影响模具使用寿命;
6.3、由于金属液体主要从模具上表面冷却,造成冷却不均匀,影响合金锭的质量。
7.基于上述现有铸模存在的不足,有必要开发一种可使模腔内的金属液快速而均衡地冷却并易于脱模的中空夹层冷却模具,并开发适合这种模具的冷却系统。
技术实现要素:
8.本实用新型的目的是解决上述现有技术的不足,提供一种适合于中空夹层冷却模具、可使模具模腔内的金属液快速而均衡地冷却,且简单高效的专用冷却系统。
9.本实用新型采取的技术方案如下:
10.专用于有色金属锭中空夹层冷却模具的冷却系统,所述专用于有色金属锭中空夹层冷却模具包括中间为模腔外围带有夹套的一体式模具本体、对称设置于模腔内两边并与模具本体为一体的空心盲孔销钉、对称设于模具本体底部且位于两个空心盲孔销钉内侧的通孔、可配装于通孔内的带内螺纹孔的活动顶杆,在模具本体与夹套之间的中空夹层内可注入循环流动的冷却液体,在所述夹套侧壁顶部设置有供冷却液体流出的出液口,在夹套底部设置有供冷却液体流入进液口和排放冷却液体的排液口;所述冷却系统包括从中空夹层冷却模具夹套底部进液口插入销钉盲孔内的插管,设置于模具下方的供液主管、连接供液主管和插管的供液支管、连接于排液口外的排液管,在供液主管的进液口安装有第一控制阀,在排液管的排液口安装有第二控制阀,所述第一控制阀和第二控制阀与控制系统连接。
11.本实用新型的冷却系统设计合理,能与专门设计的中空夹层冷却模具很好地适配,使模具及销钉均匀快速冷却,并实现进排液的自动控制,冷却效果好,生产效率高。本实用新型设计巧妙,结构简单,实用价值高。
附图说明
12.图1是现有技术的模具示意图;
13.图2是图1沿销钉剖开的剖面图;
14.图3是本实用新型所述有色金属锭中空夹层冷却模具的结构示意图;
15.图4是中空夹层冷却模具沿销钉剖开的示意图;
16.图5为本实用新型冷却系统设置仰视图;
17.图6为图5的a-a剖面图;
18.图7为图6的左视图;
19.图8为本实用新型冷却系统的工作布置图。
具体实施方式
20.下面结合附图进一步阐述本实用新型的内容。
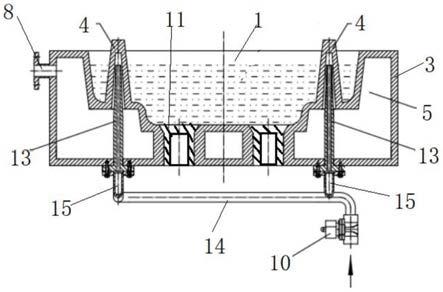
21.如图3、图4所示,本实用新型冷却系统适配的专用于浇铸有色金属锭的中空夹层冷却模具,包括模具本体2,模具本体的中间为向上敞口的模腔1,外围带有夹套3,在夹套内形成中空夹层5。在模腔1内两边对称设置有与模具本体为一体的空心盲孔销钉4。所述空心盲孔销钉的顶部封闭,中心带有直通底部的中心孔6。空心盲孔销钉4外形为底大顶小的圆台形。在模具本体底部位于两个空心盲孔销钉内侧对称开设有通孔9、通孔内配装带内螺纹孔的可被顶起的活动顶杆11。在模具本体2与夹套3之间的中空夹层5内可注入循环流动的冷却液体,在所述夹套上设置有通入中空夹层的进液口7和出液口8,可以将冷却液体从进液口注入,从出液口排出,形成冷却液体在中空夹层内的循环,对浇注在模腔内的合金液进行连续冷却。在夹套底部设置两个空心盲孔销钉的进液口7,冷却液体不断从进液口进入中空夹层,温度升高的冷却液体不断从出液口排出,对模具进行循环冷却。出液口8设置于夹套侧壁上部,可以保证浇铸时中空夹层里充满冷却液体。进液口连接进液管,出液口连接出液管,出液管的液体可冷却后循环使用。在夹套3底部设置有排液口12,不用模具时从排液口排干中空夹层里的冷却液体。冷却液体通常采用水,也可用其他适宜的冷却液。
22.作为与上述专用于浇铸有色金属锭的中空夹层冷却模具配合使用的冷却系统,如图5、图6、图7所示,包括从中空夹层冷却模具的夹套底部进液口7插入销钉中心孔6内的插管13,设置于模具下方的供液主管14、连接供液主管和插管的供液支管15、连接于排液口12外的排液管16,在供液主管14的进液口安装有第一控制阀10,在排液管16的排液口安装有第二控制阀17,所述第一控制阀和第二控制阀与控制系统连接,由控制系统控制第一控制阀和第二控制阀的启停,控制技术为现有技术。
23.采用本实用新型冷却系统的冷却方法如下:如图8所示,将中空夹层冷却模具固定安装于支撑架18上,将本实用新型冷却系统设置于中空夹层冷却模具下方,将插管13插入销钉内部,插管外接供液支管15,打开第一电磁阀10,关闭第二电磁阀17,将冷却液体通过插管注入空心盲孔销钉的中心孔6内,冷却液体从插管顶部流出,进入中空夹层5内,直至出液口8有冷却液体流出,说明模具中空夹层内已充满冷却液体,之后保持一直供液。然后向模具腔体内注入有色金属液,从插管进入空心盲孔销钉的冷却液体对空心盲孔销钉进行冷却后流入中空夹层内,并在中空夹层内循环流动对模具本体进行冷却,可以有效提高冷却效率和冷却的均衡性。由于浇注高温金属液时,模具中空夹层内的部份冷却液被气化,造成
销钉中心孔内充满气体,销钉得不到冷却,因此采用将插管插入到销钉内注入冷却液体的方式,可以防止冷却液气化后呈蒸气聚集在销钉内孔里,起到较好的均衡冷却的效果。当模具腔体内的有色金属液冷却凝固为金属锭后,关闭第一电磁阀,模具中空夹层内的冷却液体停止循环流动,采用顶升杆19将活动顶杆11顶起,将凝固成型的金属锭顶起,实现有色金属锭的自动脱模。当不生产锌合金锭及模具闲置时,关闭第一电磁阀,打开第二电磁阀,通过排液口把中空夹层里的冷却液体排干即可。
24.所述顶升杆20顶部带有螺纹段,该螺纹段配装于活动顶杆的内螺纹孔中,通过螺纹配合实现顶升杆和活动顶杆的稳固连接。
技术特征:
1.专用于有色金属锭中空夹层冷却模具的冷却系统,其特征在于,所述专用于有色金属锭中空夹层冷却模具包括中间为模腔(1)外围带有夹套(3)的一体式模具本体(2)、对称设置于模腔内两边并与模具本体为一体的空心盲孔销钉(4)、对称设于模具本体底部且位于两个空心盲孔销钉内侧的通孔、可配装于通孔内的带内螺纹孔的活动顶杆(11),在模具本体(2)与夹套(3)之间的中空夹层(5)内可注入循环流动的冷却液体,在所述夹套侧壁顶部设置有供冷却液体流出的出液口(8),在夹套(3)底部设置有供冷却液体流入进液口和排放冷却液体的排液口(12);所述冷却系统包括从中空夹层冷却模具夹套底部进液口(7)插入销钉盲孔内的插管(13),设置于模具下方的供液主管(14)、连接供液主管和插管的供液支管(15)、连接于排液口(12)外的排液管(16),在供液主管(14)的进液口安装有第一控制阀(10),在排液管(16)的排液口安装有第二控制阀(17),所述第一控制阀和第二控制阀与控制系统连接。
技术总结
专用于有色金属锭中空夹层冷却模具的冷却系统,包括从中空夹层冷却模具的夹套底部进液口插入销钉中心孔内的插管(13),设置于模具下方的供液主管(14)、连接供液主管和插管的供液支管(15)、连接于排液口(12)外的排液管(16),在供液主管(14)的进液口安装有第一控制阀(10),在排液管(16)的排液口安装有第二控制阀(17),所述第一控制阀和第二控制阀与控制系统连接。本实用新型设计合理,能使特制的中空夹层冷却模具的模腔内的金属液均匀快速冷却,并实现进排液的自动控制,冷却效果好,生产效率高。率高。率高。
技术研发人员:刘子春 王思成 朱攀 姜贵中 徐源东 李艳芳 秦思璐 马庆恒
受保护的技术使用者:云南省机械研究设计院
技术研发日:2021.06.29
技术公布日:2022/1/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1