一种密封双锥面自定心的加工工装的制作方法
1.本实用新型涉及加工工装领域,具体为一种密封双锥面自定心的加工工装。
背景技术:
2.液压阀是一种用压力油操作的自动化元件,它受配压阀压力油的控制,通常与电磁配压阀组合使用,可用于远距离控制水电站油、气、水管路系统的通断,常用于夹紧、控制、润滑等油路。有直动型与先导型之分,多用先导型液压阀锥面是密封的重要结构之一。
3.现有的车床加工制成的液压阀锥面产品表面光洁度在ra3.2左右且同心度在
ø
0.1以内,无法满足液压阀部件内部锥面光洁度ra1.6、轴线跳动小于0.03的产品要求,需要用专门的磨床进行精磨,而磨床的工装则需要根据基准内孔的误差进行补偿后装夹磨削否则会导致轴线跳动超差密封锥面偏心影响产品使用,使得加工过程繁琐不便。
技术实现要素:
4.基于此,本实用新型的目的是提供一种密封双锥面自定心的加工工装,以解决液压阀锥面加工存在误差不便校正的技术问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种密封双锥面自定心的加工工装,包括工装主体,所述工装主体的一侧套接有压锁螺母,所述压锁螺母的内部一侧设置有内斜面,所述压锁螺母的内部安装有零件,所述零件的外表面一侧设置有外斜面,所述工装主体的一侧中间安装有限位螺母,所述工装主体的一侧下方设置有找正组件。
6.进一步地,所述压锁螺母的内部与工装主体的外表面螺纹连接,所述内斜面与外斜面相贴合。
7.通过采用上述技术方案,以便在零件放入工装主体后压锁螺母通过和工装主体的螺纹连接使压锁螺母向内移动,移动的过程中压锁螺母前端的内斜面和零件的外斜面相贴合接触,可将零件向内侧带动。
8.进一步地,所述找正组件包括有安装于限位螺母四周的自定心滑块和安装于工装主体一侧下方的复位弹簧,所述复位弹簧的一端连接有复位顶杆。
9.通过采用上述技术方案,使得在零件移动的过程中,零件的底面和自定心滑块的侧面接触并随着零件一起向内移动,自定心滑块移动的过程中侧面随着移动向外扩张直至和零件的基准内孔完全接触,当自定心滑块和零件基准内孔完全接触后零件自定心完毕,这时压锁螺母也已经压紧锁住,零件装夹完成。
10.进一步地,所述自定心滑块设置有三个,三个所述自定心滑块与三爪卡盘形状相似。
11.通过采用上述技术方案,使得三个自定心滑块移动校正更加稳定快捷。
12.进一步地,所述复位顶杆远离复位弹簧的一端位于自定心滑块的一侧,所述复位弹簧采用不锈钢制作而成。
13.通过采用上述技术方案,以便在需要时通过复位弹簧与复位顶杆配合可使得自定
心滑块复位,以便工装后续使用。
14.综上所述,本实用新型主要具有以下有益效果:
15.1、本实用新型通过设置有压锁螺母和找正组件,在零件放入工装主体后压锁螺母通过和工装主体的螺纹连接使压锁螺母向内移动,移动的过程中压锁螺母前端的内斜面和零件的外斜面相贴合接触,可将零件向内侧带动,使得在零件移动的过程中,零件的底面和自定心滑块的侧面接触并随着零件一起向内移动,自定心滑块移动的过程中侧面随着移动向外扩张直至和零件的基准内孔完全接触,当自定心滑块和零件基准内孔完全接触后零件自定心完毕,这时压锁螺母也已经压紧锁住,零件装夹完成,使得可通过自定心滑块来补偿零件的基准内孔误差,从而保证精磨时零件的质量要求达标,避免了液压阀锥面加工存在误差不便校正的情况。
附图说明
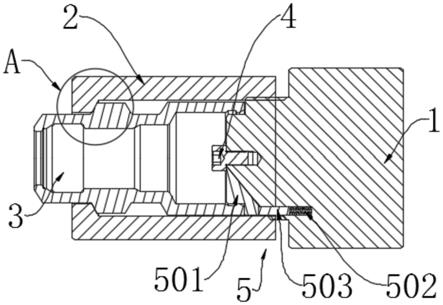
16.图1为本实用新型工装主体的正剖结构示意图;
17.图2为本实用新型工装主体的侧剖结构示意图;
18.图3为本实用新型图1中a处放大图。
19.图中:1、工装主体;2、压锁螺母;3、零件;4、限位螺母;5、找正组件;501、自定心滑块;502、复位弹簧;503、复位顶杆;6、内斜面;7、外斜面。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
21.下面根据本实用新型的整体结构,对齐实施例进行说明。
22.一种密封双锥面自定心的加工工装,如图1-3所示,包括工装主体1,工装主体1的一侧套接有压锁螺母2,压锁螺母2的内部与工装主体1的外表面螺纹连接,内斜面6与外斜面7相贴合,以便在零件3放入工装主体1后压锁螺母2通过和工装主体1的螺纹连接使压锁螺母2向内移动,移动的过程中压锁螺母2前端的内斜面6和零件3的外斜面7相贴合接触,可将零件3向内侧带动,压锁螺母2的内部一侧设置有内斜面6,压锁螺母2的内部安装有零件3,零件3的外表面一侧设置有外斜面7,工装主体1的一侧中间安装有限位螺母4,工装主体1的一侧下方设置有找正组件5,找正组件5包括有安装于限位螺母4四周的自定心滑块501和安装于工装主体1一侧下方的复位弹簧502,复位弹簧502的一端连接有复位顶杆503。
23.参阅图1-3,找正组件5包括有安装于限位螺母4四周的自定心滑块501和安装于工装主体1一侧下方的复位弹簧502,自定心滑块501设置有三个,三个自定心滑块501与三爪卡盘形状相似,使得三个自定心滑块501移动校正更加稳定快捷,复位弹簧502的一端连接有复位顶杆503,复位顶杆503远离复位弹簧502的一端位于自定心滑块501的一侧,复位弹簧502采用不锈钢制作而成,以便在需要时通过复位弹簧502与复位顶杆503配合可使得自定心滑块501复位,以便工装后续使用,使得在零件3移动的过程中,零件3的底面和自定心滑块501的侧面接触并随着零件3一起向内移动,自定心滑块501移动的过程中侧面随着移动向外扩张直至和零件3的基准内孔完全接触,当自定心滑块501和零件3基准内孔完全接
触后零件3自定心完毕,这时压锁螺母2也已经压紧锁住,零件3装夹完成。
24.本实施例的实施原理为:首先,在零件3放入工装主体1后压锁螺母2通过和工装主体1的螺纹连接使压锁螺母2向内移动,移动的过程中压锁螺母2前端的内斜面6和零件3的外斜面7相贴合接触,可将零件3向内侧带动,使得在零件3移动的过程中,零件3的底面和自定心滑块501的侧面接触并随着零件3一起向内移动,自定心滑块501移动的过程中侧面随着移动向外扩张直至和零件3的基准内孔完全接触,当自定心滑块501和零件3基准内孔完全接触后零件3自定心完毕,这时压锁螺母2也已经压紧锁住,零件3装夹完成,使得可通过自定心滑块501来补偿零件3的基准内孔误差,从而保证精磨时零件3的质量要求达标。
25.尽管已经示出和描述了本实用新型的实施例,但本具体实施例仅仅是对本实用新型的解释,其并不是对实用新型的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本实用新型的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本实用新型的权利要求范围内都受到专利法的保护。
技术特征:
1.一种密封双锥面自定心的加工工装,包括工装主体(1),其特征在于:所述工装主体(1)的一侧套接有压锁螺母(2),所述压锁螺母(2)的内部一侧设置有内斜面(6),所述压锁螺母(2)的内部安装有零件(3),所述零件(3)的外表面一侧设置有外斜面(7),所述工装主体(1)的一侧中间安装有限位螺母(4),所述工装主体(1)的一侧下方设置有找正组件(5)。2.根据权利要求1所述的一种密封双锥面自定心的加工工装,其特征在于:所述压锁螺母(2)的内部与工装主体(1)的外表面螺纹连接,所述内斜面(6)与外斜面(7)相贴合。3.根据权利要求1所述的一种密封双锥面自定心的加工工装,其特征在于:所述找正组件(5)包括有安装于限位螺母(4)四周的自定心滑块(501)和安装于工装主体(1)一侧下方的复位弹簧(502),所述复位弹簧(502)的一端连接有复位顶杆(503)。4.根据权利要求3所述的一种密封双锥面自定心的加工工装,其特征在于:所述自定心滑块(501)设置有三个,三个所述自定心滑块(501)与三爪卡盘形状相似。5.根据权利要求3所述的一种密封双锥面自定心的加工工装,其特征在于:所述复位顶杆(503)远离复位弹簧(502)的一端位于自定心滑块(501)的一侧,所述复位弹簧(502)采用不锈钢制作而成。
技术总结
本实用新型公开了一种密封双锥面自定心的加工工装,涉及加工工装领域,本实用新型包括工装主体,工装主体的一侧套接有压锁螺母。本实用新型通过设置有压锁螺母和找正组件,压锁螺母通过和工装主体的螺纹连接使压锁螺母向内移动,移动的过程中压锁螺母前端的内斜面和零件的外斜面相贴合接触,可将零件向内侧带动,使得零件的底面和自定心滑块的侧面接触并随着零件一起向内移动,自定心滑块移动时其侧面随着移动向外扩张直至和零件的基准内孔完全接触,这时压锁螺母也已经压紧锁住,零件装夹完成,使得可通过自定心滑块来补偿零件的基准内孔误差,从而保证精磨时零件的质量要求达标。标。标。
技术研发人员:张志强 谷柏林
受保护的技术使用者:常州市兴维邦精密科技有限公司
技术研发日:2021.09.15
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1