一种大型工件铸造的浇道结构的制作方法
1.本实用新型涉及一种铸造的浇道结构,尤其是指一种专用于大型铸造件浇道结构。
背景技术:
2.铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了制作时间,铸造是现代装置制造工业的基础工艺之一。机械设备的生产离不开铸造工艺,特别是在制作大型工件的时候经常会用到铸造件,如注塑机的模板,齿轮箱的壳体等。
3.在铸造时铁水通过一定量的铁块通过高温融化后得到,其中肯定存在一定量的杂质,通常杂质的比重小于铁水,在实际生产中很难将杂质去除,目前基本上采用将铸件的最上面尺寸放大,加厚,使得带有杂质的铁水处于最高位,冷却成型后,通过精加工将带有杂质的部分去除掉,这样造成部分材料的浪费,同时加工余量的加大增加产品的加工成本。
技术实现要素:
4.针对上述问题中存在的不足之处,本实用新型提供一种大型工件铸造的浇道结构。
5.为实现上述目的,本实用新型提供一种大型工件铸造的浇道结构,包括下模和上模,下模和上模之间通过沙围成工件型腔,浇道包括垂直浇道和水平浇道,水平浇道包括一个水平主浇道和多个水平支浇道,水平支浇道按照铁水流动的方向分成进口段、弧形段和出口段,在弧形段的中部往上形成凸起。
6.作为本实用新型进一步改进,所述垂直浇道的最上面安装浇口。
7.作为本实用新型进一步改进,所述进口段的截面积小于所述弧形段的截面积,所述弧形段的截面积小于所述出口段的截面积。
8.作为本实用新型进一步改进,所述凸起的形状为半球状。
9.作为本实用新型进一步改进,所述垂直浇道和所述水平支浇道,所述水平支浇道各段之间通过圆弧连接。
10.本实用新型的有益效果为:
11.该结构通过改变水平支浇道各段的截面积和形状,改变铁水的流速,同时在弧形段的中部往上形成凸起用于储存带有杂质的铁水,使得进入模具的铁水更干净,提高产品的质量,减少产品的加工余量。
附图说明
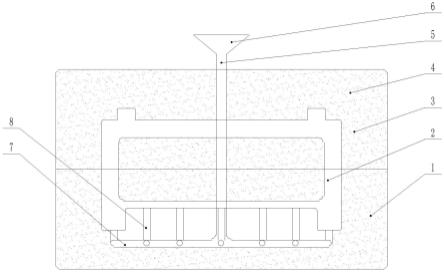
12.图1为本实用新型一种大型工件铸造的浇道结构的主视图;
13.图2为图1中浇道处的局部俯视图;
14.图3为图2中水平支浇道的局部侧视图。
15.图中:1、下模;2、工件型腔;3、上模;4、沙;5、垂直浇道;6、浇口;7、水平主浇道;8、水平支浇道;81、进口段;82、弧形段;83、凸起;84、出口段。
具体实施方式
16.如图1-3所示,本实用新型所述的一种大型工件铸造的浇道结构,包括下模1和上模3,所述下模1和所述上模3之间通过沙4围成工件型腔2,浇道包括垂直浇道5和水平浇道,水平浇道包括一个水平主浇道7和多个水平支浇道8,所述水平支浇道8按照铁水流动的方向分成进口段81、弧形段82和出口段83,在所述弧形段82的中部往上形成凸起83,所述凸起(83)的形状为半球状。所述垂直浇道5的最上面安装浇口6。所述进口段81的截面积小于所述弧形段82的截面积,所述弧形段82的截面积小于所述出口段84的截面积。所述垂直浇道5和所述水平支浇道8,所述水平支浇道8各段之间通过圆弧连接。
17.该结构通过改变水平支浇道各段的截面积和形状,改变铁水的流速,同时在弧形段的中部往上形成凸起用于储存带有杂质的铁水,使得进入模具的铁水更干净,提高产品的质量,减少产品的加工余量。
18.具体使用时,为方便理解本实用新型,结合附图进行描述;
19.工作时,首先操作人员将上下模具合模,将铁水通过浇口往下浇铸,进入到工件型腔,当同时通过水平支浇道时,由于进口段的截面积小于弧形段的截面积,弧形段的截面积小于出口段的截面积,铁水在弧形段环形段改变流动的方向,环形段的内表面对铁水的流动阻力增大,同时截面积变大,使得铁水的流动使得降低,铁水中的杂质(比重小于铁水,漂浮于铁水上)部分滞留在半球状的凸起内,半球状的凸起容易除尘杂质,同时对铁水的流动不会产生太大的阻力。干净的同时进入到工件型腔,可以提高产品的质量。
20.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种大型工件铸造的浇道结构,其特征在于:包括下模(1)和上模(3),所述下模(1)和所述上模(3)之间通过沙(4)围成工件型腔(2),浇道包括垂直浇道(5)和水平浇道,所述水平浇道包括一个水平主浇道(7)和多个水平支浇道(8),所述水平支浇道(8)按照铁水流动的方向分成进口段(81)、弧形段(82)和出口段(84),在所述弧形段(82)的中部往上形成凸起(83)。2.根据权利要求1所述的一种大型工件铸造的浇道结构,其特征在于:所述垂直浇道(5)的最上面安装浇口(6)。3.根据权利要求1所述的一种大型工件铸造的浇道结构,其特征在于:所述进口段(81)的截面积小于所述弧形段(82)的截面积,所述弧形段(82)的截面积小于所述出口段(84)的截面积。4.根据权利要求1所述的一种大型工件铸造的浇道结构,其特征在于:所述凸起(83)的形状为半球状。5.根据权利要求1所述的一种大型工件铸造的浇道结构,其特征在于:所述垂直浇道(5)和所述水平支浇道(8),所述水平支浇道(8)各段之间通过圆弧连接。
技术总结
一种大型工件铸造的浇道结构,包括下模和上模,下模和上模之间通过沙围成工件型腔,浇道包括垂直浇道和水平浇道,水平浇道包括一个水平主浇道和多个水平支浇道,水平支浇道按照铁水流动的方向分成进口段、弧形段和出口段,在弧形段的中部往上形成凸起。工作时,铁水流经弧形段时,由于截面积变大,铁水流动减速,在凸起处将铁水中的部分杂质滞留在凸起处。利用在水平支浇道处设计特定的结构,将杂质部分处理掉,使得进入大型工件的铁水相对干净,提高产品的质量,可以适当减少工件最上面表面的加工余量,减少产品的毛坯件重量,节约产品的生产成本。产成本。产成本。
技术研发人员:王海波 韩海波
受保护的技术使用者:舟山市恒通机械有限公司
技术研发日:2021.12.15
技术公布日:2022/7/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1