一种用于汽车零配件的粉末注射成型装置的制作方法
本技术涉及粉末注射成型,尤其涉及一种用于汽车零配件的粉末注射成型装置。
背景技术:
1、金属粉末注射成型是一种全新的金属部件制备技术,径塑料注射成型技术引入到粉末冶金冶金,粉末注射成型技术时将符合要求的金属粉末与粘合剂,在一定温度下均匀喂料,经制粒后注入到模具中,获得成型坯。
2、模具主要由左模与右模组成,粉末注射成型装置在将制粒注入模具时,需要在左模顶部设置有单向排气阀,以排出左模与右模内部空腔内的气体,现有技术中单向排气阀多与左模之间直接联通,在排气的过程中,制粒中的小颗粒物料可能会进入排气阀中,进而堵塞排气阀,严重时会造成排气阀损坏。
技术实现思路
1、本实用新型的目的是为了解决现有技术中单向排气阀多与左模之间直接联通,在排气的过程中,制粒中的小颗粒物料可能会进入排气阀中,进而堵塞排气阀,严重时会造成排气阀损坏的问题,而提出的一种用于汽车零配件的粉末注射成型装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种用于汽车零配件的粉末注射成型装置,包括底座,所述底座上表面固定连接有容纳管,所述容纳管一端与左模固定联通,所述左模底部采用螺栓固定连接在底座上,所述左模采用螺栓固定连接有右模,所述左模内腔顶部固定联通有连接箱,所述连接箱内部开设有圆柱腔,所述连接箱靠圆柱腔转动连接有挡盘,所述挡盘转轴一端设置有安全机构,所述连接箱靠圆柱腔上方固定联通有单向排气阀。
4、可选地,所述容纳管顶部固定联通有送料斗,所述容纳管一端采用轴承与送料螺杆一端转动连接,所述送料螺杆一端采用联轴器固定连接在驱动电机输出端。
5、可选地,所述安全机构包括矩形板、驱动齿、从动齿轮,所述从动齿轮同轴固定焊接在挡盘处,所述矩形板侧面开设有驱动齿。
6、可选地,所述矩形板与从动齿轮稳定啮合,所述矩形板侧面开设有矩形槽,所述矩形板靠矩形槽底部与复位弹簧一端固定连接。
7、可选地,所述复位弹簧另一端焊接在限位块上,所述限位块焊接在连接箱侧面,所述矩形板顶部固定焊接有限位板。
8、可选地,所述限位板顶部活动插接有拦截板,所述拦截板活动插入连接箱内,所述拦截板上表面均匀分布有拦截孔。
9、与现有技术相比,本实用新型具备以下优点:
10、1、本实用新型在单向排气阀与左模之间设置连接箱,连接箱上设置有拦截板,开设有拦截孔的拦截板可在左模与右模排气时,对制粒中的小颗粒进行拦截,防止制粒中的小颗粒进入单向排气阀中,堵塞单向排气阀,造成单向排气阀损坏。
11、2、本实用新型在拦截板底部设置有安全机构,当需要对拦截板进行清理时,必须将限位板从拦截板一侧脱离,限位板下移的过程中会通过安全机构使得挡盘封闭单向换气阀与左模之间的通道,防止拦截板被抽出时,因操作人员误触,使得左模与右模排气,将制粒中的小颗粒排入单向换气阀,使得单向换气阀损坏。
技术特征:
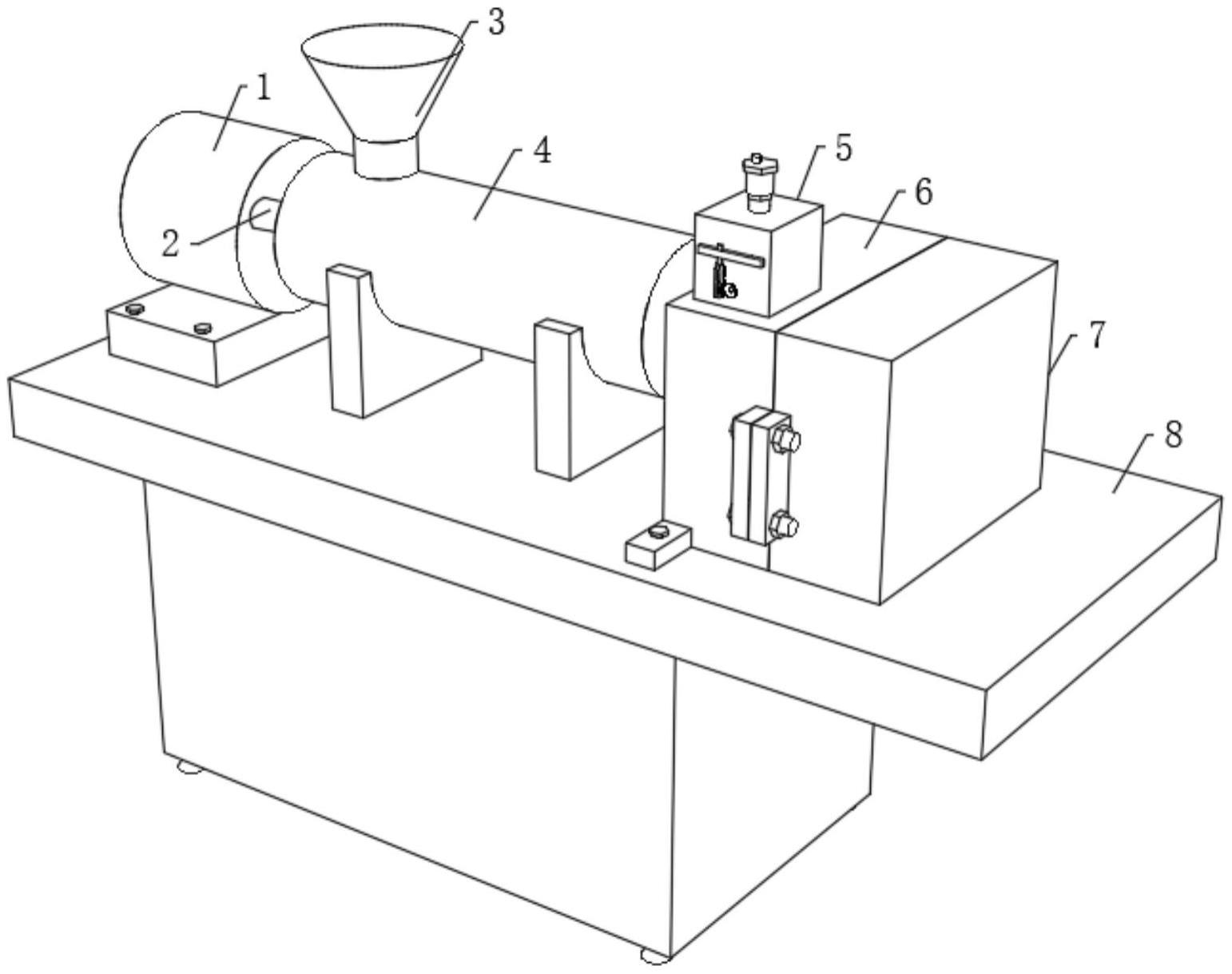
1.一种用于汽车零配件的粉末注射成型装置,包括底座(8),其特征在于,所述底座(8)上表面固定连接有容纳管(4),所述容纳管(4)一端与左模(6)固定联通,所述左模(6)底部采用螺栓固定连接在底座(8)上,所述左模(6)采用螺栓固定连接有右模(7),所述左模(6)内腔顶部固定联通有连接箱(5),所述连接箱(5)内部开设有圆柱腔(51),所述连接箱(5)靠圆柱腔(51)转动连接有挡盘(15),所述挡盘(15)转轴一端设置有安全机构(16),所述连接箱(5)靠圆柱腔(51)上方固定联通有单向排气阀(9)。
2.根据权利要求1所述的一种用于汽车零配件的粉末注射成型装置,其特征在于,所述容纳管(4)顶部固定联通有送料斗(3),所述容纳管(4)一端采用轴承与送料螺杆(2)一端转动连接,所述送料螺杆(2)一端采用联轴器固定连接在驱动电机(1)输出端。
3.根据权利要求1所述的一种用于汽车零配件的粉末注射成型装置,其特征在于,所述安全机构(16)包括矩形板(161)、驱动齿(162)、从动齿轮(163),所述从动齿轮(163)同轴固定焊接在挡盘(15)处,所述矩形板(161)侧面开设有驱动齿(162)。
4.根据权利要求3所述的一种用于汽车零配件的粉末注射成型装置,其特征在于,所述矩形板(161)与从动齿轮(163)稳定啮合,所述矩形板(161)侧面开设有矩形槽,所述矩形板(161)靠矩形槽底部与复位弹簧(13)一端固定连接。
5.根据权利要求4所述的一种用于汽车零配件的粉末注射成型装置,其特征在于,所述复位弹簧(13)另一端焊接在限位块(12)上,所述限位块(12)焊接在连接箱(5)侧面,所述矩形板(161)顶部固定焊接有限位板(11)。
6.根据权利要求5所述的一种用于汽车零配件的粉末注射成型装置,其特征在于,所述限位板(11)顶部活动插接有拦截板(10),所述拦截板(10)活动插入连接箱(5)内,所述拦截板(10)上表面均匀分布有拦截孔(101)。
技术总结
本技术公开了一种用于汽车零配件的粉末注射成型装置,涉及粉末注射成型技术领域,包括底座,所述底座上表面固定连接有容纳管,所述容纳管一端与左模固定联通,所述左模底部采用螺栓固定连接在底座上,所述左模采用螺栓固定连接有右模,所述左模内腔顶部固定联通有连接箱,所述连接箱内部开设有圆柱腔,所述连接箱靠圆柱腔转动连接有挡盘。本技术在拦截板底部设置有安全机构,当需要对拦截板进行清理时,必须将限位板从拦截板一侧脱离,限位板下移的过程中会通过安全机构使得挡盘封闭单向换气阀与左模之间的通道,防止拦截板被抽出时,因操作人员误触,使得左模与右模排气,将制粒中的小颗粒排入单向换气阀,使得单向换气阀损坏。
技术研发人员:欧丽娟
受保护的技术使用者:深圳市伊比精密科技有限公司
技术研发日:20211218
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!