高耐磨辊套离心浇筑成型装置的制作方法
1.本实用新型涉及辊套加工技术领域,尤其是一种高耐磨辊套离心浇筑成型装置。
背景技术:
2.工作时,辊套处于外层,它和液体金属相接触。由于受反复的冷热交变作用,易导致表面热疲劳裂纹等缺陷,属于易损件。
3.现有技术中辊套通常采用机加工的方式制造而成,机加工不可避免地存在金属浪费,此外,机加工的表面也易出现缺陷。
技术实现要素:
4.为了克服上述的不足,本实用新型提供了一种高耐磨辊套离心浇筑成型装置。
5.本实用新型解决其技术问题所采用的技术方案是:一种高耐磨辊套离心浇筑成型装置,包含呈中空的浇筑腔体,所述浇筑腔体一端为转轴,另一端为空心转套,所述转轴、空心转套均通过轴承座支承,所述转轴穿过轴承座后与旋转驱动结构连接,所述空心转套侧部设置有可接近或远离空心转套的液态金属添加装置,所述液态金属添加装置设置有出液管,所述出液管插入到空心转套中。
6.根据本实用新型的另一个实施例,进一步包括,所述浇筑腔体为金属型腔,所述金属型腔表面涂覆有树脂砂层。便于浇筑时候保持适宜的离心力,并便于脱模。
7.根据本实用新型的另一个实施例,进一步包括,所述旋转驱动结构为驱动电机。驱动浇筑腔体平稳、高速运动。
8.根据本实用新型的另一个实施例,进一步包括,所述驱动电机通过联轴器与转轴连接。
9.根据本实用新型的另一个实施例,进一步包括,所述出液管上焊接有挡板。起封装遮挡作用。
10.根据本实用新型的另一个实施例,进一步包括,所述液态金属添加装置底部设置有滚轮,所述滚轮位于轨道上,所述液态金属添加装置通过直线执行元件驱动滑动。
11.本实用新型的有益效果是,在离心力的作用下,液态金属会均匀流到整个型腔内,充分充型和凝固,此种方式获得的辊套,组织致密,机械性能好,耐磨性高,表面强度好,金属利用率可大大提高,是一种节省材料、节省能耗、高效益的辊套生产工艺。
附图说明
12.下面结合附图和实施例对本实用新型进一步说明。
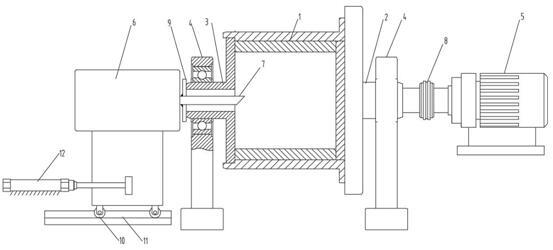
13.图1是本实用新型的结构示意图。
14.图中1、浇筑腔体,2、转轴,3、空心转套,4、轴承座,5旋转驱动结构,6、液态金属添加装置,7、出液管,8、联轴器,9、挡板,10、滚轮,11、轨道,12、直线执行元件。
具体实施方式
15.如图1是本实用新型的结构示意图,一种高耐磨辊套离心浇筑成型装置,包含呈中空的浇筑腔体1,所述浇筑腔体1一端为转轴2,另一端为空心转套3,所述转轴2、空心转套3均通过轴承座4支承,所述转轴2穿过轴承座4后与旋转驱动结构5连接,所述空心转套3侧部设置有可接近或远离空心转套3的液态金属添加装置6,所述液态金属添加装置6设置有出液管7,所述出液管7插入到空心转套3中。
16.具体而言,浇筑腔体1两侧均通过轴承座4支承,两侧支承平稳,在旋转驱动结构5的驱动下能做平稳的高速旋转运动。液态金属添加装置6可接近或远离空心转套3,浇筑时,液态金属添加装置6接近空心转套3,液态金属由出液管7流出,直接流进浇筑腔体1内,通过控制液态金属的流量来控制辊套的壁厚,在离心力的作用下,液态金属会均匀流到整个型腔内,充分充型和凝固,此种方式获得的辊套,组织致密,机械性能好,耐磨性高,表面强度好,金属利用率可大大提高,是一种节省材料、节省能耗、高效益的辊套生产工艺。
17.根据本实用新型的另一个实施例,进一步包括,所述浇筑腔体1为金属型腔,所述金属型腔表面涂覆有树脂砂层。便于浇筑时候保持适宜的离心力,并便于脱模。
18.根据本实用新型的另一个实施例,进一步包括,所述旋转驱动结构5为驱动电机。驱动浇筑腔体1平稳、高速运动。
19.根据本实用新型的另一个实施例,进一步包括,所述驱动电机通过联轴器8与转轴2连接。
20.根据本实用新型的另一个实施例,进一步包括,所述出液管7上焊接有挡板9。起封装遮挡作用。
21.根据本实用新型的另一个实施例,进一步包括,所述液态金属添加装置6底部设置有滚轮10,所述滚轮10位于轨道11上,所述液态金属添加装置6通过直线执行元件12驱动滑动。
22.轨道11起导向作用,使滚轮10沿着轨道11直线运动,从而接近或远离空心转套3。
23.直线执行元件12可以为电动缸或液压缸等。
24.以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离所附权利要求所限定的精神和范围的情况下,可做出许多修改、变化或等效,但都将落入本实用新型的保护范围内。
技术特征:
1.一种高耐磨辊套离心浇筑成型装置,其特征是,包含呈中空的浇筑腔体(1),所述浇筑腔体(1)一端为转轴(2),另一端为空心转套(3),所述转轴(2)、空心转套(3)均通过轴承座(4)支承,所述转轴(2)穿过轴承座(4)后与旋转驱动结构(5)连接,所述空心转套(3)侧部设置有可接近或远离空心转套(3)的液态金属添加装置(6),所述液态金属添加装置(6)设置有出液管(7),所述出液管(7)插入到空心转套(3)中。2.根据权利要求1所述的高耐磨辊套离心浇筑成型装置,其特征是,所述浇筑腔体(1)为金属型腔,所述金属型腔表面涂覆有树脂砂层。3.根据权利要求1所述的高耐磨辊套离心浇筑成型装置,其特征是,所述旋转驱动结构(5)为驱动电机。4.根据权利要求3所述的高耐磨辊套离心浇筑成型装置,其特征是,所述驱动电机通过联轴器(8)与转轴(2)连接。5.根据权利要求1所述的高耐磨辊套离心浇筑成型装置,其特征是,所述出液管(7)上焊接有挡板(9)。6.根据权利要求1所述的高耐磨辊套离心浇筑成型装置,其特征是,所述液态金属添加装置(6)底部设置有滚轮(10),所述滚轮(10)位于轨道(11)上,所述液态金属添加装置(6)通过直线执行元件(12)驱动滑动。
技术总结
本实用新型涉及辊套加工技术领域,尤其是一种高耐磨辊套离心浇筑成型装置,包含呈中空的浇筑腔体,所述浇筑腔体一端为转轴,另一端为空心转套,所述转轴、空心转套均通过轴承座支承,所述转轴穿过轴承座后与旋转驱动结构连接,所述空心转套侧部设置有可接近或远离空心转套的液态金属添加装置,所述液态金属添加装置设置有出液管,所述出液管插入到空心转套中,本实用新型的有益效果是,在离心力的作用下,液态金属会均匀流到整个型腔内,充分充型和凝固,此种方式获得的辊套,组织致密,机械性能好,耐磨性高,表面强度好,金属利用率可大大提高,是一种节省材料、节省能耗、高效益的辊套生产工艺。生产工艺。生产工艺。
技术研发人员:徐进刚
受保护的技术使用者:常州市恒明辊轴制造有限公司
技术研发日:2021.12.20
技术公布日:2022/6/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1