主动式力控打磨系统以及控制方法与流程
本发明涉及多轴数控加工,尤其涉及一种适用于多轴机床的主动式力控打磨系统及控制方法。
背景技术:
1、现有的3c产品在制作高光等亮面效果时往往采用传统的切削加工方式。然而,通过切削方式加工得到的产品容易产生微小纹路,影响产品质量。此外,3c产品的产品对机床设备等要求极高,这些无疑增加了设备的制造成本和调试难度,因此希望使用打磨的方式解决上述问题。
2、现有技术已提出了通过恒力打磨方法,以此实现产品的亮面效果。目前比较通行的恒力打磨方法中多采用由低阻力气缸、伺服比例阀、位移传感器、加速度传感器以及导向装置组成的被动式调节机构,这类机构响应慢且结构复杂,产品打磨效果有限。
3、因此,亟需设计一种新的主动式打磨控制系统及控制方法,以解决现有技术存在的上述不足之处。
技术实现思路
1、本发明要解决的技术问题是为了克服现有的多轴机床的打磨系统在打磨工件时的上述缺陷,提出一种新的适用于多轴机床的主动式力控打磨系统。
2、本发明是通过采用下述技术方案来解决上述技术问题的:
3、本发明提供了一种适用于多轴机床的主动式力控打磨系统,该主动式力控打磨系统包括:
4、第一线性驱动机构、第二线性驱动机构和第三线性驱动机构,三者的移动方向互成90°;
5、第一转动驱动机构,所述第一转动驱动机构的转动中心轴线与第一线性驱动机构的移动方向平行;
6、第二转动驱动机构,所述第二转动驱动机构的转动中心轴线与所述第三线性驱动机构的移动方向平行,所述第二转动驱动机构固定工件并且配备有力控传感器;
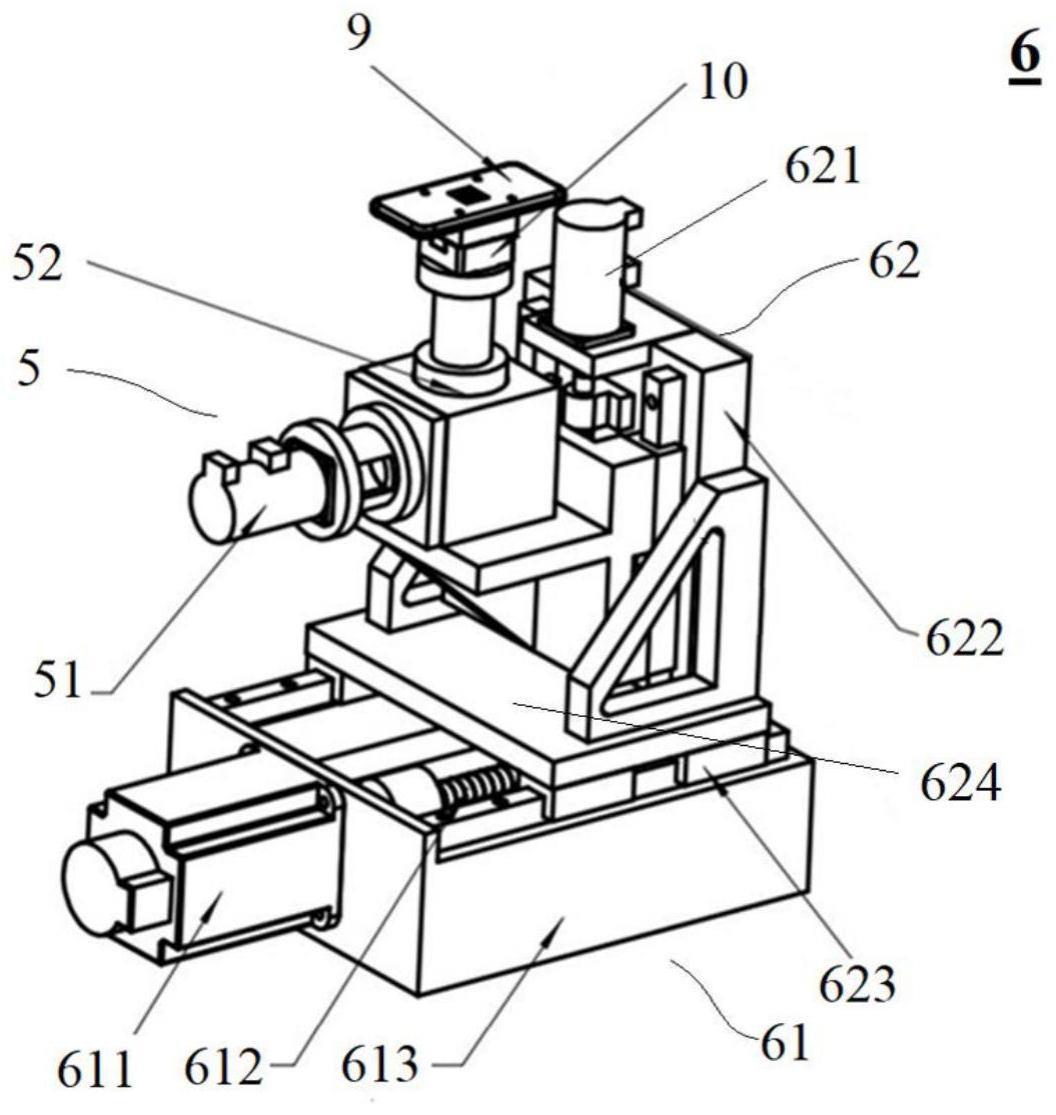
7、微调机构,所述微调机构支撑所述第二转动驱动机构,并且被配置成能够沿所述第二线性驱动机构和第三线性驱动机构的移动方向微调所述工件的位置;以及
8、磨头,所述磨头以与所述工件相对的方式固定在所述第一转动驱动机构而打磨所述工件,并且所述磨头的延伸方向与所述第一线性驱动机构的移动方向形成夹角;
9、其中,所述微调机构基于所述力控传感器的检测数据微调所述工件的位置,使得所述磨头和所述工件之间的接触力维持稳定。
10、根据本发明的一些实施方式,基于所述检测数据和指令力之间的矢量差值微调所述工件的位置,其中所述指令力为所述多轴机床中的预设的所述磨头和所述工件之间的接触力。
11、根据本发明的一些实施方式,微调机构包括能够沿所述第二线性驱动机构的移动方向驱动所述工件的第一微调机构,以及能够沿所述第三线性驱动机构的移动方向驱动所述工件的第二微调机构,第一微调机构和所述第二微调机构中的至少一个包括驱动电机和与所述驱动电机动力连接的丝杆。
12、此外,本发明还涉及利用上述任一项主动式力控打磨系统打磨工件的主动式力控打磨方法,该主动式力控打磨方法包括以下步骤:
13、步骤一,提取预设的指令力,所述指令力指示预设的所述磨头和所述工件之间的接触力;
14、步骤二,采集所述力控传感器的检测数据;
15、步骤三,基于所述检测数据和所述指令力之间的矢量差值微调所述微调结构的矢量移动量以微调所述工件的位置,使得所述磨头和所述工件之间的接触力维持稳定。
16、根据本发明的一些实施方式,在所述步骤一中,通过提取所述第一转动驱动机构的转动数据提取所述磨头在由所述第二转动驱动机构的转动中心轴线和所述磨头的延伸方向限定的作用平面内的指令力的方向矢量;
17、在所述步骤二中,所述检测数据包括沿所述第二线性驱动机构的移动方向的第一检测力,以及沿所述第三线性驱动机构的移动方向的第二检测力;
18、在所述步骤三中,求取所述第一检测力和所述第二检测力的合力,并基于所述合力和所述方向矢量求取所述合力在所述方向矢量上的合力分量,基于所述合力分量和指令力之间的差值设定所述微调机构的矢量移动量。
19、根据本发明的一些实施方式,通过以下运算求取所述微调机构的矢量移动量:
20、u(k)=kp*err(k)+ki*∑err(k)+kd*(err(k)-err(k-1))+kff*(cmd(k)-cmd(k-1))
21、其中,u(k)为当前周期的矢量移动量,kp为预设的比例增益系数,ki为预设的积分增益系数,kd为预设的积分增益系数,kff为预设的前馈增益系数,err(k)为当前周期的指令力和当前周期所检测的合力的偏差值,err(k-1)为上一周期的指令力和上一周期所检测的合力的偏差值,cmd(k)为当前周期的所述指令力;cmd(k-1)为上一周期的所述指令力。
22、根据本发明的一些实施方式,所述积分增益系数比所述比例增益系数小一个数量级,所述微分增益系数、所述前馈增益系数和所述比例增益系数具有相同的数量级。
23、根据本发明的一些实施方式,所述方向矢量为定值。
24、根据本发明的一些实施方式,通过以下步骤设定所述预设的比例增益系数:
25、步骤s1:驱动第一转动驱动机构,以将所述磨头调整至与第二线性驱动机构或第三线性驱动机构的移动方向垂直;
26、步骤s2:调节所述工件的位置以对所述磨头施加预设力,并记录所述磨头基于预设力而产生的变形量,其中,当所述磨头调整至与第二线性驱动机构的移动方向垂直时,所述变形量为第一变形量;当所述磨头调整至与第三线性驱动机构的移动方向垂直时,所述变形量为第二变形量;
27、步骤s3:基于所述第一变形量和所述预设力计算第一比例增益系数,基于第二变形量和所述预设力计算第二比例增益系数;
28、步骤s4:对所述第一比例增益系数和所述第二比例增益系数求取在所述方向矢量的各个分量,对各个分量进行求和以获得所述比例增益系数。
29、在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
30、本发明的积极进步效果在于:
31、根据本发明的适用于多轴机床的主动式力控打磨系统及主动式力控打磨方法,能够实现主动地反馈磨头打磨力。通过控制工件的位置来保证打磨过程能够以恒定的打磨力对工件进行打磨,保证工件能够产生光亮的效果。
技术特征:
1.一种适用于多轴机床的主动式力控打磨系统,其特征在于,主动式力控打磨系统包括:
2.如权利要求1所述的适用于多轴机床的主动式力控打磨系统,其特征在于,基于所述检测数据和指令力之间的矢量差值微调所述工件的位置,其中所述指令力为所述多轴机床中的预设的所述磨头和所述工件之间的接触力。
3.如权利要求1或2所述的适用于多轴机床的主动式力控打磨系统,其特征在于,微调机构包括能够沿所述第二线性驱动机构的移动方向驱动所述工件的第一微调机构,以及能够沿所述第三线性驱动机构的移动方向驱动所述工件的第二微调机构,第一微调机构和所述第二微调机构中的至少一个包括驱动电机和与所述驱动电机动力连接的丝杆。
4.一种主动式力控打磨方法,所述主动式力控打磨方法利用权利要求1-3中任一项所述的适用于多轴机床的主动式力控打磨系统打磨工件,所述主动式力控打磨方法包括以下步骤:
5.如权利要求4所述的主动式力控打磨方法,其特征在于,在所述步骤一中,通过提取所述第一转动驱动机构的转动数据提取所述磨头在由所述第二转动驱动机构的转动中心轴线和所述磨头的延伸方向限定的作用平面内的指令力的方向矢量;
6.如权利要求5所述的主动式力控打磨方法,其特征在于,通过以下运算求取所述微调机构的矢量移动量:
7.如权利要求6所述的主动式力控打磨方法,其特征在于,所述积分增益系数比所述比例增益系数小一个数量级,所述微分增益系数、所述前馈增益系数和所述比例增益系数具有相同的数量级。
8.如权利要求5或6所述的主动式力控打磨方法,其特征在于,所述方向矢量为定值。
9.如权利要求8所述的主动式力控打磨方法,其特征在于,通过以下步骤设定所述预设的比例增益系数:
技术总结
本发明公开了一种适用于多轴机床的主动式力控打磨系统及打磨控制方法。主动式力控打磨系统包括第一线性驱动机构、第二线性驱动机构、第三线性驱动机构、第一转动驱动机构、第二转动驱动机构、磨头和微调机构等。磨头以与工件相对的方式固定在第一转动驱动机构。第二转动驱动机构上配备有力控传感器和微调机构。微调机构被配置成能够沿第二线性驱动机构和第三线性驱动机构的移动方向微调工件的位置。微调机构基于力控传感器的检测数据微调工件的位置,使得磨头和工件之间的接触力维持稳定。根据本发明的打磨系统和打磨控制方法能够主动式地对打磨过程进行恒力控制。
技术研发人员:梅云
受保护的技术使用者:上海铼钠克数控科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!