铸件加工管理方法及铸造设备与流程
本发明涉及自动化铸造的,更具体地,涉及一种铸件加工管理方法、铸件加工管理装置、计算设备、计算机可读存储介质、计算机程序产品和铸造设备。
背景技术:
1、离心铸造是一种常见的铸造方法。在离心铸造时,将熔融金属浇入旋转的铸型中,随着铸型旋转,在离心力作用下,熔融金属以相对均匀的方式围绕铸型圆周地布置,从而使得熔融金属充满铸型并凝固成铸件(例如,球墨铸铁管)。
2、为了实现自动化铸造,在离心铸造设备中通常由可编程逻辑控制器(plc)控制整个铸造过程。在铸件铸造完成后,铸件被运送至生产线中的后续工序进行其它处理。随着铸造速度的不断提升,铸件的管理面临巨大挑战。
技术实现思路
1、在现有技术中,通常以人工方式管理铸件。例如,在铸造完成时,由操作人员填写纸质班次报告,记录铸件的规格、等级、数量、生产时间和生产参数等数据。然而,这种方式不仅耗时耗力,准确性和实时性较低,而且记录的生产参数也不够完整。
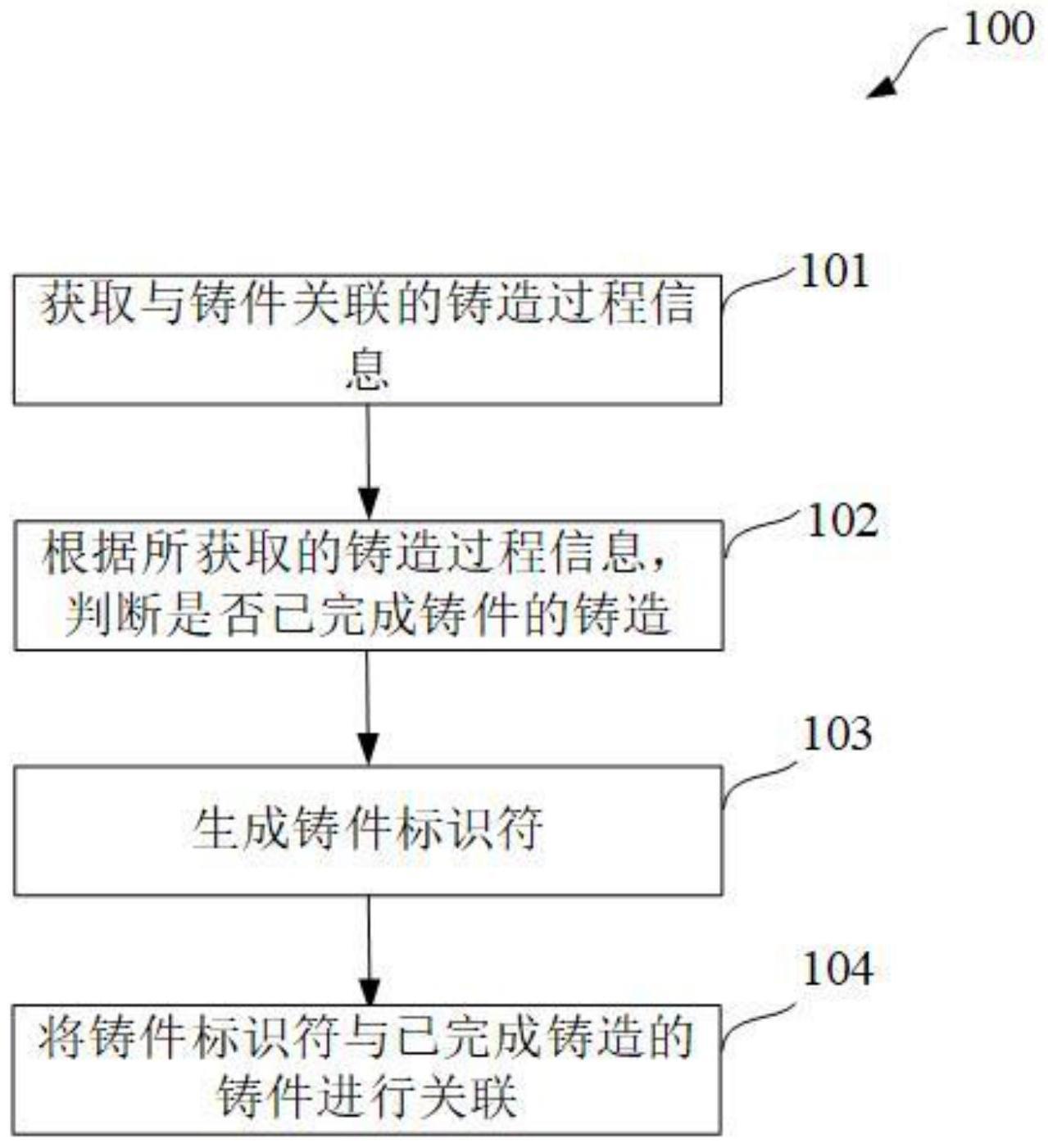
2、鉴于上述技术问题,本发明的第一方面提出了一种铸件加工管理方法。该方法包括:获取与铸件关联的铸造过程信息;根据所获取的铸造过程信息,判断是否已完成铸件的铸造;生成铸件标识符;以及将铸件标识符与已完成铸造的铸件进行关联。
3、在该实施例中,利用铸造过程中产生的铸造过程信息,自动确定铸件的生成,并为其生成标识符。因此,该方法能够快速、准确地为每个铸件生成标识符,便于实现对铸件的信息化管理。与人工管理相比,提高了铸件管理的效率、准确性、完整性和实时性。
4、在依据本发明的一个实施例中,铸造过程信息包括以下一种或多种信息:铸造装置的过程和/或环境参数、铸造装置的动作控制指令和控制结果标志信息。
5、在依据本发明的一个实施例中,根据所获取的铸造过程信息,判断是否已完成铸件的铸造进一步包括:根据铸造过程信息,确定至少一个铸造装置已正确执行预定动作,进而确定已完成铸件的铸造。
6、在依据本发明的一个实施例中,至少一个铸造装置可以包括浇注装置、离心装置和取出装置的一个或多个,并且,根据铸造过程信息,确定至少一个铸造装置已正确执行预定动作进一步包括以下步骤中的至少一个:根据铸造过程信息中的第一组铸造过程信息,确定浇注装置已将熔融金属传送到离心装置;根据铸造过程信息中的第二组铸造过程信息,确定离心装置已通过旋转熔融金属形成铸件;以及根据铸造过程信息中的第三组铸造过程信息,确定取出装置已将铸件取出。
7、在依据本发明的一个实施例中,第一组铸造过程信息包括浇注装置出口温度、浇注装置位置、浇注速度、浇注控制指令和浇注控制结果标志信息中的至少一个,第二组铸造过程信息包括离心装置旋转速度、旋转控制指令、旋转控制结果标志信息、离心装置位置、离心装置移动速度、离心装置移动控制指令和离心装置移动控制结果标志信息中的至少一个,第三组铸造过程信息包括离心装置位置、取出装置位置、取出装置移动速度、取出装置移动控制指令、取出装置移动控制结果标志信息、取出装置爪钳状态、取出控制指令和取出控制结果标志信息中的至少一个。
8、在依据本发明的一个实施例中,生成铸件标识符进一步包括:获取铸造铸件的熔融金属的包次信息,包次信息与熔融金属的成分数据相关联;以及利用包次信息生成铸件标识符。
9、在依据本发明的一个实施例中,包次信息包括日期、用于冶炼熔融金属的冶炼设备的标识符、铁水包的标识符和每包铁水的流水号中的至少一个。
10、在依据本发明的一个实施例中,将铸件标识符与已完成铸造的铸件进行关联进一步包括:获取铸件的生产参数;以及将生产参数与铸件标识符形成关联。
11、本发明的第二方面提出了一种铸件加工管理装置,包括信息获取模块,其被配置为获取与铸件关联的铸造过程信息;铸造状态判断模块,其被配置为根据所获取的铸造过程信息,判断是否已完成铸件的铸造;标识符生成模块,其被配置为生成铸件标识符;以及铸件关联模块,其被配置为将铸件标识符与已完成铸造的铸件进行关联。
12、本发明的第三方面提出了一种计算设备,包括:处理器;以及存储器,其用于存储计算机可执行指令,当计算机可执行指令被执行时使得处理器执行第一方面的各实施例中任一个实施例的铸件加工管理方法。
13、本发明的第四方面提出了一种计算机可读存储介质,计算机可读存储介质具有存储在其上的计算机可执行指令,计算机可执行指令用于执行第一方面的各实施例中任一个实施例的铸件加工管理方法。
14、本发明的第五方面提出了一种计算机程序产品,该计算机程序产品被有形地存储在计算机可读存储介质上,并且包括计算机可执行指令,该计算机可执行指令在被执行时使得至少一个处理器执行第一方面的各实施例中任一个实施例的铸件加工管理方法。
15、本发明的第六方面提出了一种铸造设备,包括:计算设备,包括:存储器,其用于存储计算机可执行指令;处理器,其被配置为在执行计算机可执行指令时,执行以下操作:获取与铸件关联的铸造过程信息;根据所获取的铸造过程信息,判断是否已完成铸件的铸造;生成铸件标识符;以及将铸件标识符与已完成铸造的铸件进行关联。
16、在依据本发明的一个实施例中,铸造设备进一步包括:至少一个铸造装置;以及至少一个传感设备,其被配置为感测对应的铸造装置的过程和/或环境参数,并且,处理器被进一步配置为在执行计算机可执行指令时,基于过程和/或环境参数,分别向至少一个铸造装置发送动作控制指令以控制其进行动作,并生成控制结果标志信息,其中,铸造过程信息包括以下一种或多种信息:过程和/或环境参数、动作控制指令和控制结果标志信息。
17、在依据本发明的一个实施例中,至少一个铸造装置包括浇注装置、离心装置和取出装置的一个或多个,并且,处理器被进一步配置为在执行计算机可执行指令时,根据铸造过程信息,确定至少一个铸造装置已正确执行预定动作,进而确定已完成铸件的铸造,其中:根据铸造过程信息中的第一组铸造过程信息,确定浇注装置将熔融金属传送到离心装置;根据铸造过程信息中的第二组铸造过程信息,确定离心装置通过旋转熔融金属形成铸件;以及根据铸造过程信息中的第三组铸造过程信息,确定取出装置将铸件取出。
18、在依据本发明的一个实施例中,至少一个传感设备包括温度传感器、速度传感器、位置传感器和状态传感器中的一个或多个,并且,过程和/或环境参数包括温度、速度、位置和/或状态。
技术特征:
1.一种铸件加工管理方法,包括:
2.根据权利要求1所述的铸件加工管理方法,其中,所述铸造过程信息包括以下一种或多种信息:铸造装置的过程和/或环境参数、铸造装置的动作控制指令和控制结果标志信息。
3.根据权利要求1或2所述的铸件加工管理方法,其中,根据所获取的所述铸造过程信息,判断是否已完成所述铸件的铸造进一步包括:
4.根据权利要求3所述的铸件加工管理方法,其中,所述至少一个铸造装置包括浇注装置、离心装置和取出装置中的一个或多个,并且,根据所述铸造过程信息,确定至少一个铸造装置已正确执行预定动作进一步包括以下步骤中的至少一个:
5.根据权利要求4所述的铸件加工管理方法,其中,
6.根据权利要求1所述的铸件加工管理方法,其中,生成铸件标识符进一步包括:
7.根据权利要求6所述的铸件加工管理方法,其中,所述包次信息包括日期、用于冶炼所述熔融金属的冶炼设备的标识符、铁水包的标识符和每包铁水的流水号中的至少一个。
8.根据权利要求1所述的铸件加工管理方法,其中,将所述铸件标识符与已完成铸造的所述铸件进行关联进一步包括:
9.一种铸件加工管理装置,包括:
10.一种计算设备,包括:
11.一种计算机可读存储介质,所述计算机可读存储介质具有存储在其上的计算机可执行指令,所述计算机可执行指令用于执行根据权利要求1-8中任一项所述的铸件加工管理方法。
12.一种计算机程序产品,所述计算机程序产品被有形地存储在计算机可读存储介质上,并且包括计算机可执行指令,所述计算机可执行指令在被执行时使得至少一个处理器执行根据权利要求1-8中任一项所述的铸件加工管理方法。
13.一种铸造设备,包括:
14.根据权利要求13所述的铸造设备,进一步包括:
15.根据权利要求14所述的铸造设备,其中,所述至少一个铸造装置包括浇注装置、离心装置和取出装置中的一个或多个,并且,所述处理器被进一步配置为在执行所述计算机可执行指令时,根据所述铸造过程信息,确定所述至少一个铸造装置已正确执行预定动作,进而确定已完成所述铸件的铸造,其中:
16.根据权利要求14所述的铸造设备,其中,所述至少一个传感设备包括温度传感器、速度传感器、位置传感器和状态传感器中的一个或多个,并且,所述过程和/或环境参数包括温度、速度、位置和/或状态。
技术总结
本发明实施例提出了一种铸件加工管理方法。该方法包括:获取与铸件关联的铸造过程信息,根据所获取的铸造过程信息,判断是否已完成所述铸件的铸造,生成铸件标识符以及将铸件标识符与已完成铸造的铸件进行关联。本发明的铸件加工管理方法能够自动为铸造的铸件生成标识符,因此提高了铸件管理的准确性。
技术研发人员:邵先德,陈锐,方玉法
受保护的技术使用者:圣戈班管道系统有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!