一种高预应力玻璃纤维砂轮网片的生产工艺的制作方法
一种高预应力玻璃纤维砂轮网片的生产工艺
1.技术领域:本发明涉及一种玻璃纤维砂轮网片的生产技术领域,尤其是一种高预应力玻璃纤维砂轮网片的生产工艺。
2.
背景技术:
玻璃纤维作为砂轮增强材料已经在国内运用多年,现有砂轮上用的玻璃纤维网片,由于表面处理技术和切片加工中的技术原因,使得生产的砂轮网片容易出现椭圆,经纬强力不均匀,表面处理剂和磨料粘合剂结合强度不足等现象,导致生产的砂轮强度较低,难以满足现有高度电动工具的需求。
3.
技术实现要素:
本发明的目的提供一种高预应力玻璃纤维砂轮网片的生产工艺,解决上述现有技术问题中的一个或者多个。
4.为解决上述技术问题,本发明提供一种高预应力玻璃纤维砂轮网片的生产工艺,砂轮网片包括以玻纤纱编织而成的网格片,其创新点在于:砂轮网片的生产工艺具体包括以下步骤:s1、将玻纤纱拉直并浸润在钙化的溶液中1小时,在玻纤纱浸润过程中,将玻纤纱进行转动;s2、将浸润后的玻纤纱取出,在70℃环境下进行烘干;s3、将烘干以后的玻纤纱进行固化处理;s4、将固化后的玻纤纱编织成网格片;s5、将成型的网格片进行涂胶处理。进一步的,在步骤s1中,玻纤纱采用拉直装置进行拉直和转动。
5.进一步的,上述拉直装置包括可上下活动的浸润槽以及对称设置在浸润槽两侧的支撑杆,支撑杆上均设有可转动的转动盘,转动盘的转动轴线平行于浸润槽,转动盘的中心位置设有夹槽,夹槽的内部设有可转动的刻度盘,刻度盘的转动轴线垂直于转动盘的转动轴线,刻度盘的圆面上设有线槽,夹槽上设有平行于刻度盘的指针。
6.进一步的,上述夹槽上设有可活动的限位销,刻度盘上设有限位孔,限位销对准限位孔使得刻度盘停止转动。
7.进一步的,在步骤s3中,固化处理的步骤是将玻纤纱加入到硬质聚氨酯泡沫塑料基体。
8.本发明的有益效果在于:玻纤纱经过钙化处理,能够使得玻纤纱内部含有钙离子,随后经过烘干处理,使得玻纤纱自身具有一定的硬度,而经过固化处理的玻纤纱能够提高玻纤纱的拉伸断裂能力,相对于将玻纤纱直接经过固化处理,能够避免玻纤纱出现脆裂的现象,提高了最终网格片成型的强度。
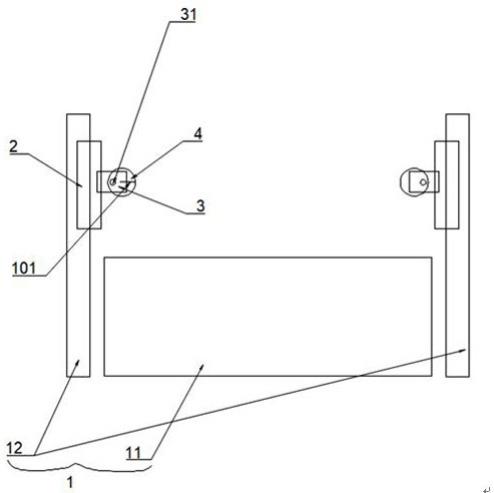
9.附图说明:图1为本发明拉直装置的侧面结构图。
10.图2为本发明夹槽内部的正面结构图。
11.具体实施方式:为了加深对本发明的理解,下面将结合实施例和附图对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
12.如图1到图2为本发明的一种具体实施方式,砂轮网片包括以玻纤纱编织而成的网格片,砂轮网片的生产工艺具体包括以下步骤:s1、将玻纤纱拉直并浸润在钙化的溶液中1小时,在玻纤纱浸润过程中,将玻纤纱进行转动;s2、将浸润后的玻纤纱取出,在70℃环境下进行烘干;s3、将烘干以后的玻纤纱进行固化处理;s4、将固化后的玻纤纱编织成网格片;s5、将成型的网格片进行涂胶处理。
13.在本发明中,玻纤纱经过钙化处理,能够使得玻纤纱内部含有钙离子,随后经过烘干处理,使得玻纤纱自身具有一定的硬度,而经过固化处理的玻纤纱能够提高玻纤纱的拉伸断裂能力,相对于将玻纤纱直接经过固化处理,能够避免玻纤纱出现脆裂的现象,提高了最终网格片成型的强度。在本发明中,在步骤s1中,玻纤纱采用拉直装置1进行拉直和转动。
14.在本发明中,作为优选方案,上述拉直装置1包括可上下活动的浸润槽11以及对称设置在浸润槽11两侧的支撑杆12,支撑杆12上均设有可转动的转动盘2,转动盘2的转动轴线平行于浸润槽11,转动盘2的中心位置设有夹槽3,夹槽3的内部设有可转动的刻度盘4,刻度盘4的转动轴线垂直于转动盘2的转动轴线,刻度盘4的圆面上设有线槽41,夹槽3上设有平行于刻度盘4的指针101。
15.在本发明中,拉直装置1的工作原理如下:将玻纤纱的两端分别卡在两个线槽41上,根据需要将刻度盘4进行转动,并通过指针101在刻度盘4上的位置,设置玻纤纱在两个刻度盘4之间具有合适的松紧度,随后将钙化的溶液的放入浸润槽11,将浸润槽11向上活动,直到两个线槽41之间的玻纤纱浸润在钙化的溶液中,最后,转动转动盘2,使得玻纤纱在浸润槽11中进行转动,从而使得玻纤纱能够在钙化的溶液中进行充分的浸润。
16.在本发明中,作为优选方案,上述夹槽3上设有可活动的限位销31,刻度盘4上设有限位孔42,限位销31对准限位孔42使得刻度盘4停止转动。
17.在本发明中,在确定玻纤纱在两个刻度盘4之间的松紧度以后,将限位销31对准限位孔42,使得刻度盘4停止转动,从而确保玻纤纱能够稳定浸泡在浸润槽11的内部。
18.在本发明中,在步骤s3中,固化处理的步骤是将玻纤纱加入到硬质聚氨酯泡沫塑料基体。
19.在本发明中,通过玻纤纱在硬质聚氨酯泡沫塑料基体中的固化处理,能够提高了玻纤纱的使用强度。
20.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种高预应力玻璃纤维砂轮网片的生产工艺,所述砂轮网片包括以玻纤纱编织而成的网格片,其特征在于:所述砂轮网片的生产工艺具体包括以下步骤:s1、将玻纤纱拉直并浸润在钙化的溶液中1小时,在玻纤纱浸润过程中,将玻纤纱进行转动;s2、将浸润后的玻纤纱取出,在70℃环境下进行烘干;s3、将烘干以后的玻纤纱进行固化处理;s4、将固化后的玻纤纱编织成网格片;s5、将成型的网格片进行涂胶处理。2.根据权利要求1所述的一种高预应力玻璃纤维砂轮网片的生产工艺,其特征在于:在所述步骤s1中,所述玻纤纱采用拉直装置(1)进行拉直和转动。3.根据权利要求2所述的一种高预应力玻璃纤维砂轮网片的生产工艺,其特征在于:所述拉直装置(1)包括可上下活动的浸润槽(11)以及对称设置在所述浸润槽(11)两侧的支撑杆(12),所述支撑杆(12)上均设有可转动的转动盘(2),所述转动盘(2)的转动轴线平行于所述浸润槽(11),所述转动盘(2)的中心位置设有夹槽(3),所述夹槽(3)的内部设有可转动的刻度盘(4),所述刻度盘(4)的转动轴线垂直于所述转动盘(2)的转动轴线,所述刻度盘(4)的圆面上设有线槽(41),所述夹槽(3)上设有平行于所述刻度盘(4)的指针(101)。4.根据权利要求3所述的一种高预应力玻璃纤维砂轮网片的生产工艺,其特征在于:所述夹槽(3)上设有可活动的限位销(31),所述刻度盘(4)上设有限位孔(42),所述限位销(31)对准所述限位孔(42)使得所述刻度盘(4)停止转动。5.根据权利要求1所述的一种高预应力玻璃纤维砂轮网片的生产工艺,其特征在于:在所述步骤s3中,所述固化处理的步骤是将所述玻纤纱加入到硬质聚氨酯泡沫塑料基体。
技术总结
本发明公开了一种高预应力玻璃纤维砂轮网片的生产工艺,砂轮网片包括以玻纤纱编织而成的网格片,其创新点在于:砂轮网片的生产工艺具体包括以下步骤:S1、将玻纤纱拉直并浸润在钙化的溶液中1小时,在玻纤纱浸润过程中,将玻纤纱进行转动;S2、将浸润后的玻纤纱取出,在70℃环境下进行烘干;S3、将烘干以后的玻纤纱进行固化处理;S4、将固化后的玻纤纱编织成网格片;S5、将成型的网格片进行涂胶处理,本发明提高了最终网格片成型的强度。提高了最终网格片成型的强度。提高了最终网格片成型的强度。
技术研发人员:史发平 崔恒辉
受保护的技术使用者:南通市辉鑫玻璃纤维有限公司
技术研发日:2022.09.06
技术公布日:2022/12/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1