一种弹簧钢丝表层软化工艺的制作方法
本发明属于钢丝表面热处理制造领域,具体涉及高性能弹簧钢丝的表层软化工艺。
背景技术:
1、金属材料的常规表面热处理,一般都是硬化,如渗氮、渗碳工艺,以提高金属材料表面硬度,都属于表面硬化处理范畴。弹簧钢丝在冷卷成弹簧以后,钢丝表面的显微缺陷在弹簧实际使用过程中,由于应力集中作用,显微缺陷容易扩大,最终导致弹簧断裂。弹簧钢丝强度越高,钢丝的塑形一般越低,对表面缺陷越敏感。理论上,如果弹簧表面强度低,会对显微缺陷的敏感性降低,但是钢丝的整体强度也会下降。因此希望能够开发出一种低成本的制造方法,使高强度弹簧钢丝表面获得一层尽可能薄的软化层。
2、弹簧钢丝是通过奥氏体化加热,然后淬火、回火,得到所需的高强度。回火温度控制在350℃~650℃之间,回火温度越高,钢丝强度越低,塑形越好。由于回火工艺时间在30秒以上,钢丝表层和芯部硬度相当。
3、超高频感应加热技术与设备近几年开发成功,但是没有用于钢丝表面软化的先例。由于超高频感应加热的肌肤效应,使仅对钢丝表层深度不超过0.6mm的加热得以实现。由于钢铁材料良好的导热性,如果没有快速冷却导致钢丝受热时间过长,钢丝表层远大于0.6mm深度的区域都会被加热,导致软化层过厚,钢丝整体强度下降。仅仅依靠高频感应加热的“集肤效应”,无法获得钢丝表层深度1mm内的平均硬度,比钢丝平均硬度低7%以上,1mm以上深度的硬度和平均硬度相当,这样的效果。
技术实现思路
1、本发明的目的是针对现有技术存在的不足,提供一种弹簧钢丝表层软化工艺,获得的弹簧钢丝表面仅1mm深度的表面硬度比平均强度低7%,表面软化的弹簧钢丝具有比同样强度的常规弹簧钢丝,对钢丝表面显微缺陷的敏感度更低的优点。
2、为实现上述目的,本发明提供了一种弹簧钢丝表层软化工艺,包括以下步骤:
3、s1、预处理:将产线的弹簧钢丝进行淬火回火处理进行冷却;
4、s2、高频加热处理:将上述冷却的后弹簧钢丝运输到高频感应加热设备内进行不超过200khz超高频感应加热,保证2秒内使弹簧钢丝表层温度达到350℃~650℃;
5、s3、冷却处理:对加热后的弹簧钢丝通过高压水喷水装置进行高压水喷射冷却处理,使弹簧钢丝在2秒内冷却到100℃以下;
6、s4、收线:将s3中2秒后出冷却段的弹簧钢丝进行收线处理。
7、作为上述方案的进一步地改进,所述步骤s1中的弹簧钢丝抗拉强度大于2000mpa,弹簧钢丝直径大于10mm。
8、作为上述方案的进一步地改进,所述步骤s2中的超高频感应加热的电源频率为10万~19万赫兹,功率为80kw,感应线圈长度为50cm。
9、作为上述方案的进一步地改进,所述感应线圈后方设置有压缩空气气刀,向弹簧钢丝收线方向进行反吹,高压水喷水装置设于压缩空气气刀的后侧,在感应加热和高压水冷却之间,使用用压缩空气气刀进行隔离,钢丝可在1秒钟冷却到100℃以下。
10、作为上述方案的进一步地改进,所述步骤s2中的超高频感应加热的电源频率为15万赫兹,输出功率为60kw。
11、本发明的有益效果为:
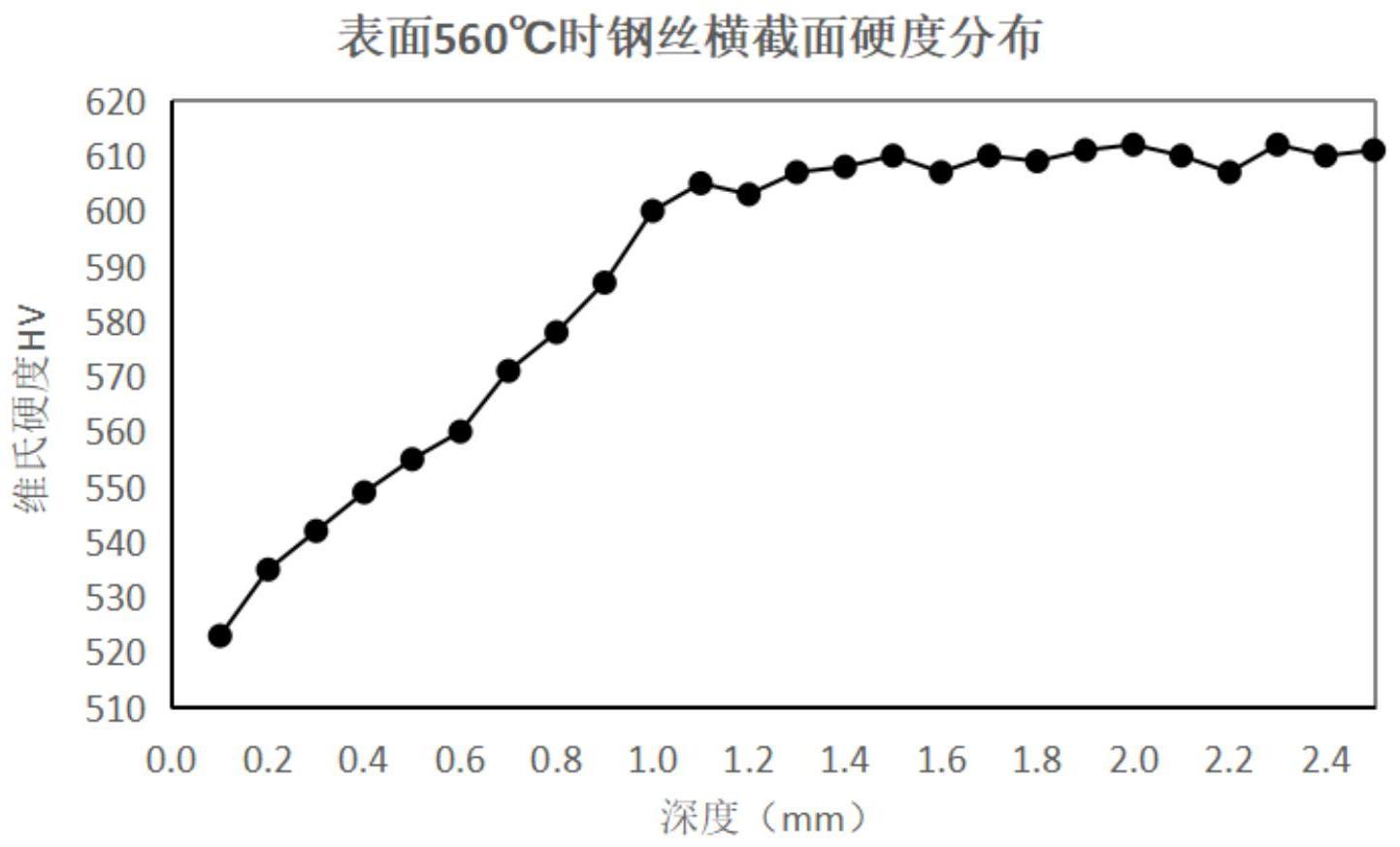
12、采用本发明制备的弹簧钢丝,通过检测可知弹簧钢丝表层深度1mm内的平均硬度,比钢丝平均硬度低7%以上,1mm以上深度的硬度和平均硬度相当;
13、采用本工艺得到的软化层,软化层塑形好,降低了高强度弹簧钢丝对弹簧钢丝表面缺陷的敏感性,降低了表面显微缺陷造成弹簧失效的风险,避免后续弹簧使用发生断裂的风险;
14、通过高频感应加热可以使弹簧钢丝表层快速升温至回火温度,使表层迅速软化,可以有效降低表层硬度对表面缺陷的敏感性。
技术特征:
1.一种弹簧钢丝表层软化工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种弹簧钢丝表层软化工艺,其特征在于,所述步骤s1中的弹簧钢丝抗拉强度大于2000mpa,弹簧钢丝直径大于10mm。
3.根据权利要求1所述的一种弹簧钢丝表层软化工艺,其特征在于,所述步骤s2中的超高频感应加热的电源频率为10万~19万赫兹,功率为80kw,感应线圈长度为50cm。
4.根据权利要求3所述的一种弹簧钢丝表层软化工艺,其特征在于,所述感应线圈后方设置有压缩空气气刀,向弹簧钢丝收线方向进行反吹,高压水喷水装置设于压缩空气气刀的后侧。
5.根据权利要求3所述的一种弹簧钢丝表层软化工艺,其特征在于,所述步骤s2中的超高频感应加热的电源频率为15万赫兹,输出功率为60kw。
技术总结
本发明公开了一种弹簧钢丝表层软化工艺,弹簧钢丝经过不超过200KHz超高频感应加热,在2秒内使钢丝表层温度达到350℃~650℃,然后在2秒内通过高压喷水冷却,将钢丝迅速冷却到100℃以下。经过这种制备方法,可以得到弹簧钢丝1mm深度以内的表层出现软化层,软化层硬度比处理前下降7%以上。
技术研发人员:胡东辉
受保护的技术使用者:宝钢集团南通线材制品有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!