一种无头螺丝专用加工模具的制作方法
本发明属于无头螺丝加工模具,具体为一种无头螺丝专用加工模具。
背景技术:
1、无头螺丝是普通内六角螺丝的一种变形产品,主要用于紧固定连接机构中不变于沉头的孔位的连接。起锁紧、简单定位、限位等的作用。在模具,机械装配中,无头螺丝由于没有沉头的特性,常用来简单定位、限位、紧固定等。
2、无头螺丝在浇铸时,用于浇铸的液体在进入到无头螺丝的模型腔后会对腔内的气体产生压迫,被压迫的气体会在无头螺丝模型的上表面产生大量气孔,影响无头螺丝的成型质量,为此我们提出一种无头螺丝专用加工模具。
技术实现思路
1、本发明的目的在于:为了提高无头螺丝的成型质量,本申请提供一种无头螺丝专用加工模具。
2、本发明采用的技术方案如下:
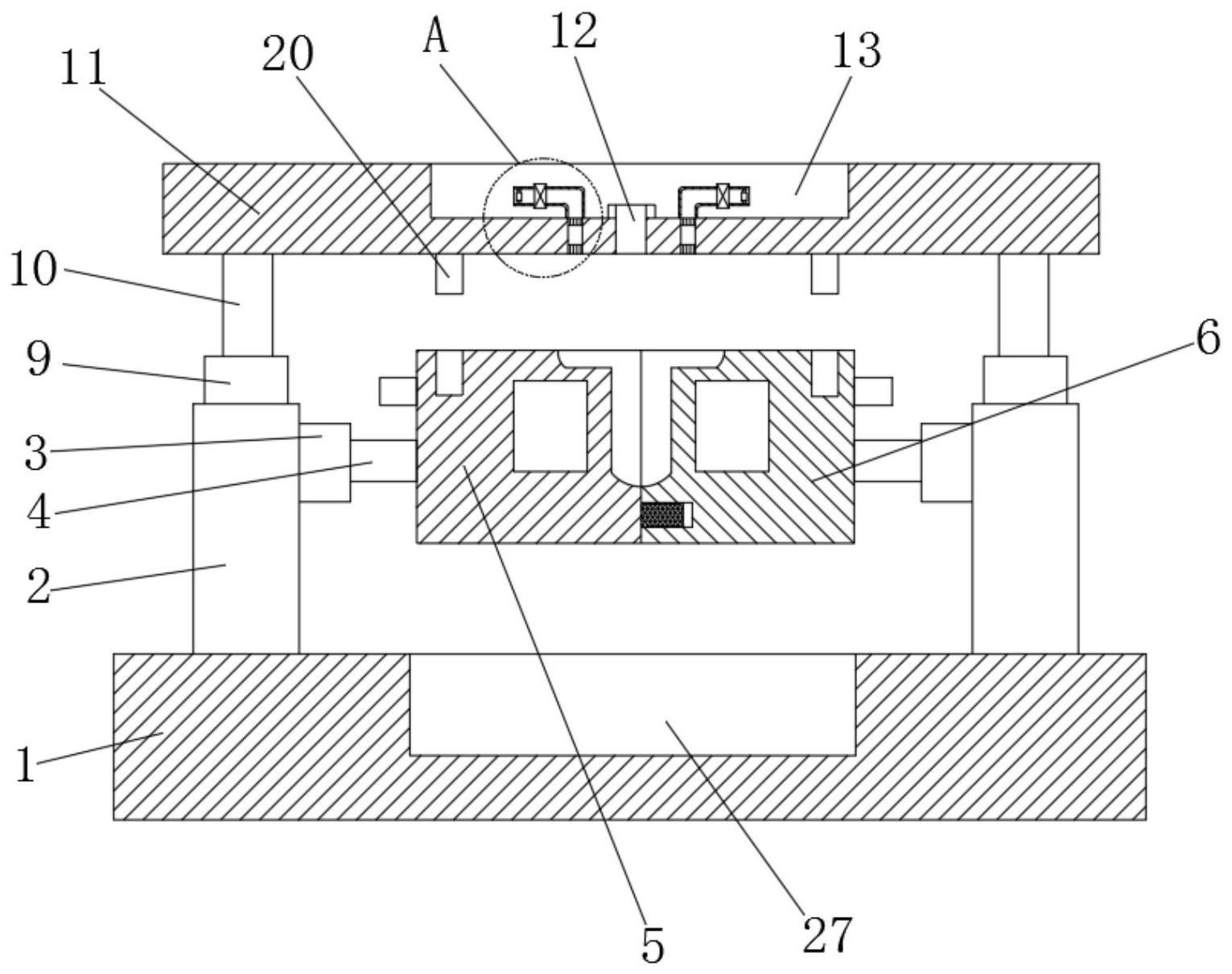
3、一种无头螺丝专用加工模具,包括底座,所述底座的上表面两端固定连接有支撑板,所述支撑板的数量为两个,两个所述支撑板相靠近的一侧面固定连接有下液压缸,所述下液压缸的输出端安装有下液压柱,左侧所述下液压柱远离所述下液压缸的一端固定连接有下模座一,右侧所述下液压柱远离所述下液压缸的一端固定连接有下模座二,所述下模座一远离所述下液压柱的一侧面开设有左螺丝模腔,所述下模座二远离所述下液压柱的一侧面开设有右螺丝模腔,所述支撑板的上表面固定连接有上液压缸,所述上液压缸的上表面安装有上液压柱,所述上液压柱远离所述上液压缸的一端固定连接有上模座,所述上模座的上表面开设有上凹槽,所述上凹槽的内底面开设有浇铸口和排气孔,所述排气孔的内壁上端和下端固定连接有过滤网,所述排气孔的上端内部容腔连通有左螺丝模腔,所述左螺丝模腔的外表面设置有单向阀,所述左螺丝模腔远离所述排气孔的一端内壁安装有抽气扇。
4、在一优选的发明方式中,所述左螺丝模腔和所述右螺丝模腔共同构成无头螺丝的型腔。
5、在一优选的发明方式中,所述上模座的下表面两侧固定连接有定位柱,所述下模座一和所述下模座二的上表面开设有定位孔,且所述定位孔的内表面与所述定位柱的外表面相插接。
6、在一优选的发明方式中,所述定位柱的长度尺寸与所述定位孔的深度尺寸相同。
7、在一优选的发明方式中,所述下模座一的右侧面下端固定连接有卡板,所述下模座二的左侧面下端开设有卡槽,所述卡板的外表面与所述卡槽的内表面相插接。
8、在一优选的发明方式中,所述下模座一和所述下模座二的设置有,所述下模座一和所述下模座二的外侧面上端开设有进液管,所述进液管与所述的内部容腔上端相连通。
9、在一优选的发明方式中,所述下模座一和所述下模座二的外侧面下端开设有出液管,所述出液管与所述的内部容腔下端相连通,所述出液管的外表面设置有阀门。
10、在一优选的发明方式中,所述过滤网规格为250目。
11、在一优选的发明方式中,所述底座的上表面中部开设有下凹槽,所述下凹槽的内部装有冷却水。
12、在一优选的发明方式中,所述左螺丝模腔和所述右螺丝模腔的数量都为若干个,且若干个所述左螺丝模腔等距设置在所述下模座一的右侧面,若干个所述右螺丝模腔等距设置在所述下模座二的左侧面。
13、综上所述,由于采用了上述技术方案,本发明的有益效果是:
14、1.本发明中,进行无头螺丝浇铸时,可以控制上液压缸使上液压柱带动上模座向下移动,直到上模座的下表面与下模座一和下模座二的上表面贴合,此时可以向浇铸口内导入浇铸的液体,液体可以从浇铸口落入到左螺丝模腔和右螺丝模腔形成的相对封闭的空间中进行塑形,而在导入浇铸液体的过程中,液体会对左螺丝模腔和右螺丝模腔内部的空气产生压迫,与此同时打开单向阀,并启动抽气扇可以对左螺丝模腔和右螺丝模腔内部的空气进行抽动,左螺丝模腔和右螺丝模腔内部的内部在填充原料时产生的气体将穿过排气孔和过滤网排出,从而提高了无头螺丝的成型质量。
15、2.本发明中,当无头螺丝在左螺丝模腔和右螺丝模腔之间的型腔内成型后,可以将冷却液从进液管导入,导入的冷却液会流入到内部,以便对左螺丝模腔和右螺丝模腔内的无头螺丝进行简单的冷却塑形,冷却液吸热后,可以打开阀门使吸热的冷却液从出液管排出,接着启动两个下液压缸使下液压柱带动下模座一和下模座二向相远离的方向运动,以便简单冷却塑形后的无头螺丝落入下凹槽的冷却水中进行进一步的冷却塑形,与此同时可以开始下一批的无头螺丝生产,通过以上结构的配合可以提高无头螺丝的生产效率。
16、3.本发明中,当下模座一和下模座二相互靠近时,使下模座一上的卡板会与下模座二上的卡槽相插接,从而保证下模座一和下模座二合模时不会偏移,进而保证左螺丝模腔和右螺丝模腔形成的完整的型腔,而上模座与下模座一和下模座二进行合模时,定位柱会与定位孔相插接,从而保证上模座与下模座一和下模座二的合模时不会偏移,通过以上结构的配合可以提高无头螺丝模具合模时的精度。
技术特征:
1.一种无头螺丝专用加工模具,包括底座(1),其特征在于:所述底座(1)的上表面两端固定连接有支撑板(2),所述支撑板(2)的数量为两个,两个所述支撑板(2)相靠近的一侧面固定连接有下液压缸(3),所述下液压缸(3)的输出端安装有下液压柱(4),左侧所述下液压柱(4)远离所述下液压缸(3)的一端固定连接有下模座一(5),右侧所述下液压柱(4)远离所述下液压缸(3)的一端固定连接有下模座二(6),所述下模座一(5)远离所述下液压柱(4)的一侧面开设有左螺丝模腔(7),所述下模座二(6)远离所述下液压柱(4)的一侧面开设有右螺丝模腔(8),所述支撑板(2)的上表面固定连接有上液压缸(9),所述上液压缸(9)的上表面安装有上液压柱(10),所述上液压柱(10)远离所述上液压缸(9)的一端固定连接有上模座(11),所述上模座(11)的上表面开设有上凹槽(13),所述上凹槽(13)的内底面开设有浇铸口(12)和排气孔(14),所述排气孔(14)的内壁上端和下端固定连接有过滤网(15),所述排气孔(14)的上端内部容腔连通有左螺丝模腔(7),所述左螺丝模腔(7)的外表面设置有单向阀(18),所述左螺丝模腔(7)远离所述排气孔(14)的一端内壁安装有抽气扇(19)。
2.如权利要求1所述的一种无头螺丝专用加工模具,其特征在于:所述左螺丝模腔(7)和所述右螺丝模腔(8)共同构成无头螺丝的型腔。
3.如权利要求1所述的一种无头螺丝专用加工模具,其特征在于:所述上模座(11)的下表面两侧固定连接有定位柱(20),所述下模座一(5)和所述下模座二(6)的上表面开设有定位孔(21),且所述定位孔(21)的内表面与所述定位柱(20)的外表面相插接。
4.如权利要求3所述的一种无头螺丝专用加工模具,其特征在于:所述定位柱(20)的长度尺寸与所述定位孔(21)的深度尺寸相同。
5.如权利要求1所述的一种无头螺丝专用加工模具,其特征在于:所述下模座一(5)的右侧面下端固定连接有卡板(23),所述下模座二(6)的左侧面下端开设有卡槽(22),所述卡板(23)的外表面与所述卡槽(22)的内表面相插接。
6.如权利要求1所述的一种无头螺丝专用加工模具,其特征在于:所述下模座一(5)和所述下模座二(6)的内部设置有(28),所述下模座一(5)和所述下模座二(6)的外侧面上端开设有进液管(24),所述进液管(24)与所述(28)的内部容腔上端相连通。
7.如权利要求6所述的一种无头螺丝专用加工模具,其特征在于:所述下模座一(5)和所述下模座二(6)的外侧面下端开设有出液管(25),所述出液管(25)与所述(28)的内部容腔下端相连通,所述出液管(25)的外表面设置有阀门(26)。
8.如权利要求1所述的一种无头螺丝专用加工模具,其特征在于:所述过滤网(15)规格为250目。
9.如权利要求1所述的一种无头螺丝专用加工模具,其特征在于:所述底座(1)的上表面中部开设有下凹槽(27),所述下凹槽(27)的内部装有冷却水。
10.如权利要求1所述的一种无头螺丝专用加工模具,其特征在于:所述左螺丝模腔(7)和所述右螺丝模腔(8)的数量都为若干个,且若干个所述左螺丝模腔(7)等距设置在所述下模座一(5)的右侧面,若干个所述右螺丝模腔(8)等距设置在所述下模座二(6)的左侧面。
技术总结
本发明涉及无头螺丝加工模具技术领域,公开了一种无头螺丝专用加工模具,本发明中包括底座、支撑板、下液压缸、下液压柱、下模座一和下模座二,下模座一远离下液压柱的一侧面开设有左螺丝模腔,下模座二远离下液压柱的一侧面开设有右螺丝模腔,支撑板的上表面固定连接有上液压缸,上液压缸的上表面安装有上液压柱,上液压柱远离上液压缸的一端固定连接有上模座,上模座的上表面开设有上凹槽,上凹槽的内底面开设有浇铸口和排气孔,排气孔的内壁上端和下端固定连接有过滤网,排气孔的上端内部容腔连通有左螺丝模腔,左螺丝模腔的外表面设置有单向阀,左螺丝模腔远离排气孔的一端内壁安装有抽气扇;通过以上结构的配合提高了无头螺丝的成型质量。
技术研发人员:刘超军
受保护的技术使用者:鹏驰五金制品(昆山)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!