缺陷零件的修复方法与流程
本申请涉及增材制造,揭示了一种缺陷零件的修复方法。
背景技术:
1、增材制造的零部件具有拥有良好的组织稳定性及性能可靠性,被广泛应用于航空航天领域的关键零部件中。高超飞行器的发动机或舵翼等关键部件,其结构复杂,制造高昂,服役环境复杂多变,传统的铸造件或焊接件难以实现目前对高超飞行器的严苛要求,增材制造为此类的复杂零部件的制造提供了一种崭新的技术途径,能够实现复杂结构的一体化成型,同时生产效率极大的提高,实现零部件的功能结构一体化制造,提高复杂结构件在严苛环境下服役的稳定性和可靠性。但是,因增材制造工艺的缺陷导致打印过程中的变形、起翘、开裂等质量问题时,产品大部分按报废处理,代价巨大,为了降低成本,减少资源浪费,提高产品研发迭代的速度,零部件的打印修复再制造显得格外重要。本申请提出的缺陷零件的修复方法可实现其打印过程中有缺陷零件的快速修复再制造,极大地降低产品报废率,加速了产品型号的研制进度。
技术实现思路
1、本申请涉及增材制造技术领域,揭示了一种缺陷零件的修复方法。可以实现在增材制造的打印过程中出现的缺陷零件的快速修复再制造,极大地降低产品报废率,加速了产品型号的研制进度。
2、本申请的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本申请的实践而习得。
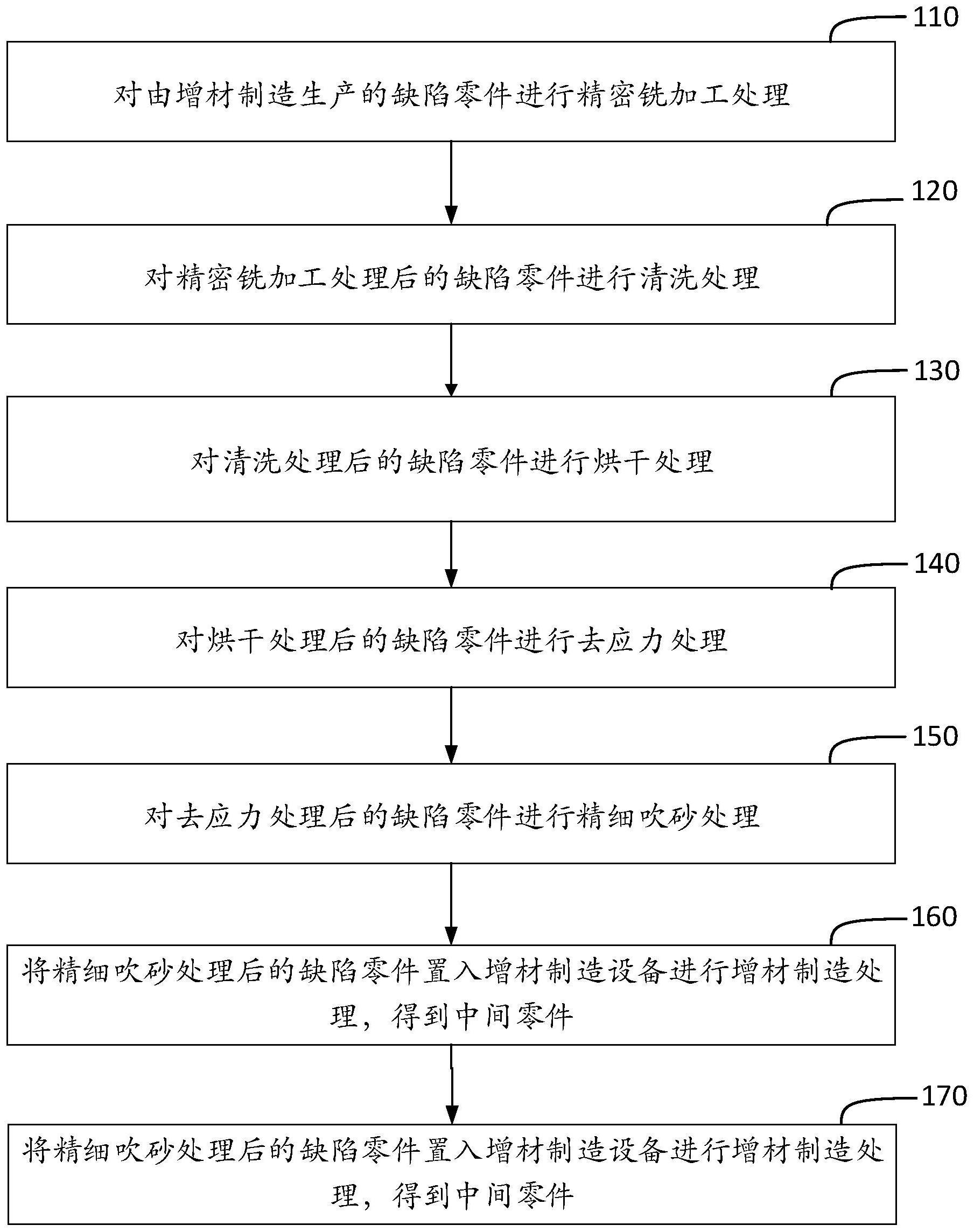
3、根据本申请实施例的一个方面,提供了一种缺陷零件的修复方法,所述方法包括:对由增材制造生产的缺陷零件进行精密铣加工处理;对精密铣加工处理后的缺陷零件进行清洗处理;对清洗处理后的缺陷零件进行烘干处理;对烘干处理后的缺陷零件进行去应力处理;对去应力处理后的缺陷零件进行精细吹砂处理;将精细吹砂处理后的缺陷零件置入增材制造设备进行增材制造处理,得到中间零件;对所述中间零件进行加热处理,得到合格的目标零件。
4、在本申请的一个实施例中,基于前述方案,所述对由增材制造生产的缺陷零件进行精密铣加工处理,包括:将所述缺陷零件安装至加工车床,并对所述缺陷零件的缺陷区域所在的平面进行精密铣加工处理,以清除所述缺陷零件的缺陷。
5、在本申请的一个实施例中,基于前述方案,所述精密铣加工处理后的缺陷零件的待修复区域所在平面的平面度控制为0~0.05mm,平行度控制为0~0.05mm。
6、在本申请的一个实施例中,基于前述方案,所述对精密铣加工处理后的缺陷零件进行清洗处理,包括:通过超声波清洗机对所述精密铣加工处理后的缺陷零件进行清洗处理,以清除所述精密铣加工处理后的缺陷零件表面的油渍和污垢。
7、在本申请的一个实施例中,基于前述方案,所述对清洗处理后的缺陷零件进行烘干处理,包括:将所述清洗处理后的缺陷零件置入120℃的真空烘箱中烘干2小时,以去除所述清洗处理后的缺陷零件的水分。
8、在本申请的一个实施例中,基于前述方案,所述对烘干处理后的缺陷零件进行去应力处理,包括:通过超声波消除应力设备对所述烘干处理后的缺陷零件进行超声波应力去除,以提高所述烘干处理后的缺陷零件的待修复区域的冶金活性。
9、在本申请的一个实施例中,基于前述方案,所述对去应力处理后的缺陷零件进行精细吹砂处理,包括:通过吹砂设备对所述去应力处理后的缺陷零件的待修复区域所在平面进行精细吹砂处理,以保证所述去应力处理后的缺陷零件的待修复区域在进行增材制造处理时打印凝结牢固。
10、在本申请的一个实施例中,基于前述方案,所述将精细吹砂处理后的缺陷零件置入增材制造设备进行增材制造处理,包括:将所述精细吹砂处理后的缺陷零件置入增材制造设备;对所述精细吹砂处理后的缺陷零件进行基准校验处理;对所述精细吹砂处理后的缺陷零件的待修复区域进行激光预热处理和表面活化处理;控制所述增材制造设备对所述精细吹砂处理后的缺陷零件进行slm增材制造处理。
11、在本申请的一个实施例中,基于前述方案,在对所述精细吹砂处理后的缺陷零件的待修复区域进行激光预热处理和表面活化处理的过程中,所述待修复区域的加热温度控制为80℃,并持续保温2小时。
12、在本申请的一个实施例中,基于前述方案,对所述中间零件进行加热处理,包括:将所述中间零件的温度升温至1160~1180℃,并持续保温1.8小时;在所述中间零件的保温时间超过1.8小时之后,将所述中间零件降温至室温。
13、在本申请提出的技术方案中,对由增材制造生产的缺陷零件进行精密铣加工处理,对精密铣加工处理后的缺陷零件进行清洗处理和去应力处理,对去应力处理后的缺陷零件进行精细吹砂处理,将精细吹砂处理后的缺陷零件置入增材制造设备进行增材制造处理,并对增材制造处理后的中间零件进行加热处理,得到合格的目标零件。本申请提出的技术方案可以实现在增材制造的打印过程中出现的缺陷零件的快速修复再制造,极大地降低产品报废率,加速了产品型号的研制进度。
14、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种缺陷零件的修复方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述对由增材制造生产的缺陷零件进行精密铣加工处理,包括:
3.根据权利要求2所述的方法,其特征在于,所述精密铣加工处理后的缺陷零件的待修复区域所在平面的平面度控制为0~0.05mm,平行度控制为0~0.05mm。
4.根据权利要求1所述的方法,其特征在于,所述对精密铣加工处理后的缺陷零件进行清洗处理,包括:
5.根据权利要求1所述的方法,其特征在于,所述对清洗处理后的缺陷零件进行烘干处理,包括:
6.根据权利要求1所述的方法,其特征在于,所述对烘干处理后的缺陷零件进行去应力处理,包括:
7.根据权利要求1所述的方法,其特征在于,所述对去应力处理后的缺陷零件进行精细吹砂处理,包括:
8.根据权利要求1所述的方法,其特征在于,所述将精细吹砂处理后的缺陷零件置入增材制造设备进行增材制造处理,包括:
9.根据权利要求8所述的方法,其特征在于,在对所述精细吹砂处理后的缺陷零件的待修复区域进行激光预热处理和表面活化处理的过程中,所述待修复区域的加热温度控制为80℃,并持续保温2小时。
10.根据权利要求1所述的方法,其特征在于,对所述中间零件进行加热处理,包括:
技术总结
本申请涉及增材制造技术领域,揭示了一种缺陷零件的修复方法。该方法包括:对由增材制造生产的缺陷零件进行精密铣加工处理;对精密铣加工处理后的缺陷零件进行清洗处理;对清洗处理后的缺陷零件进行烘干处理;对烘干处理后的缺陷零件进行去应力处理;对去应力处理后的缺陷零件进行精细吹砂处理;将精细吹砂处理后的缺陷零件置入增材制造设备进行增材制造处理,得到中间零件;对所述中间零件进行加热处理,得到合格的目标零件。本申请所提出的技术方案可以实现在增材制造的打印过程中出现的缺陷零件的快速修复再制造,极大地降低产品报废率,加速了产品型号的研制进度。
技术研发人员:季兆山,王维新,李春光,亢红伟,周宏图,刘礼军
受保护的技术使用者:湖北三江航天红阳机电有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!