一种400MPa级免涂镀热轧盘条、圆棒及其轧制工艺的制作方法
本发明属于冶金,具体涉及一种400mpa级免涂镀热轧盘条、圆棒及其轧制工艺。
背景技术:
1、随着“双碳”目标推进,具有免涂镀、长寿命的耐候钢正成为当下绿色钢铁产品的发展热点;目前,国内外生产的耐候钢多数为板材,由于盘条、圆棒与板材完全不同的深加工流程和应用场景,对产品组织与性能要求差异较大,对于连轧道次多、组织性能要求高且冷加工变形量大的耐候钢结构用热轧盘条及圆钢,国内鲜有报道。
2、cn115110006a公开了一种具有高耐腐蚀性能的耐候钢及制备方法,一种耐候钢,其化学成分及其质量百分含量为:c:0.05~0.12%,si:0.20~0.60%,mn:0.30~0.60%,p:0.07~0.15%,s:≤0.015%,cu:0.25~0.55%,ni:≤0.20%,cr:0.30~0.60%,余量为fe及不可避免的杂质,耐大气腐蚀性的相对腐蚀速率为q345b的40%以下。该发明为确保钢质耐腐蚀性能,向钢中添加了一定的p、cu、cr等耐候元素,但其相对腐蚀率只有40%以下,无法满足免涂镀要求,并且p的加入导致钢质冷加工性能必然恶化,对于盘条、圆棒的深加工不利。
3、cn114959483a公开了一种耐湿热高盐分海洋大气环境的耐候钢及其生产方法,所述耐候钢的组分按质量百分含量计为:c:0.02%~0.06%,si:0.17%~0.37%,mn:0.8%~1.2%,p:≤0.012%,s:≤0.005%,cu:0.8%~1.2%,cr:0.2%~0.4%,ni:1.5%~2%,mo:0.1%~0.25%,ti:0.01%~0.03%,sn:0.05%~0.2%,其余为fe及不可避免夹杂。该发明通过添加大量贵重金属ni并配合一定的耐候元素,以确保钢板兼备优异的经济性和耐蚀性,但该发明成本较高且不适用于盘条、圆棒的冷加工,只是常规的耐候板。
4、盘条、圆棒往往都要经过多道工序的深加工(如:冷拔、捻股、辊压等),其应用场景与板材有较大差距,当前免涂镀耐候钢在板材中发展较为成熟,但在盘条、圆棒领域则未见相关报道。根据盘条、圆棒应用场景要求,从化学成分、轧制工艺综合考虑,如何设计出一种400mpa级免涂镀热轧盘条、圆棒及其轧制工艺,以满足多个行业将镀锌材升级为免涂镀耐候材的需求,成为亟待解决的技术问题。
技术实现思路
1、本发明目的在于提供一种400mpa级免涂镀耐候热轧盘条、圆棒及其轧制工艺,具有优异的强韧性、冷镦性以及耐候性能(相对腐蚀率≤25%),可满足深度拉拔和冷镦加工要求,并且能满足免涂镀、25年以上裸用要求。
2、为达到上述目的,采用技术方案如下:
3、一种400mpa级免涂镀热轧盘条、圆棒,其化学成分按质量百分数计如下:
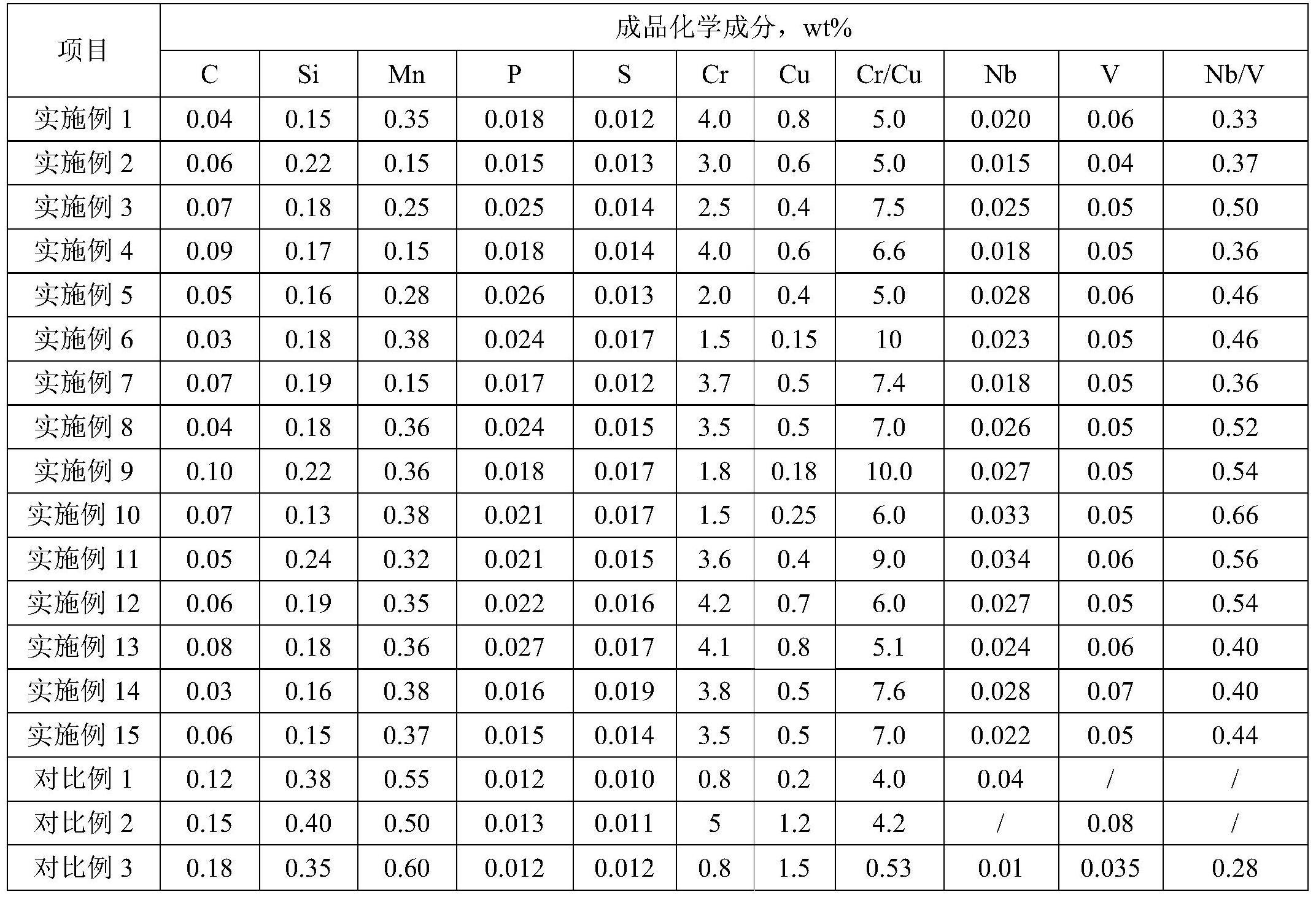
4、c:0.02~0.10wt%、si:<0.25wt%、mn:<0.4wt%、p<0.03wt%、s<0.02wt%、cu:0.1~1.0wt%、cr:1.0~4.5wt%、cr/cu=5~11,其余为fe及不可避免的杂质。
5、按上述方案,c:0.04~0.08wt%、si:<0.25wt%、mn:<0.4wt%、p<0.03wt%、s<0.02wt%、cu:0.3~0.7wt%、cr:2.0~3.0wt%、cr/cu=6~10,其余为fe及不可避免的杂质。
6、按上述方案,进行微合金化,其化学成分按质量百分数计还包括nb:0.015~0.035wt%、v:0.04~0.07wt%、nb/v=1/3~2/3。
7、上述400mpa级免涂镀热轧盘条、圆棒的轧制工艺,包括以下步骤:
8、钢坯加热;包括预热段、加热段和均热段;
9、轧制;采取低温控轧,全流程采用奥氏体未再结晶轧制;
10、控冷;盘条采用斯太尔摩工艺控制冷却;圆棒采用上冷床保温缓冷。
11、按上述方案,所述钢坯加热工艺中钢坯为小方坯或矩形坯,断面(140~220mm)×(140~220mm);预热段加热温度≤600℃、加热时间15min~20min;加热段分加热1段和加热2段,加热1段的加热温度600℃~1000℃、加热时间10min~15min,加热2段的加热温度1000℃~1200℃、加热时间20min~30min;均热段加热温度1150℃~1200℃、加热时间20min~30min。
12、按上述方案,所述轧制工艺中精轧温度为830±10℃、入减定径温度840±10℃,终轧温度850±10℃。
13、按上述方案,所述控冷工艺中,盘条采用斯太尔摩工艺控制冷却,0#辊道速度0.2~1m/s,余下8组辊道速度相对于前一组辊道提升3%(极差);13组风机的风量为210000m3/h,1#~2#风机开启5%~25%,保温盖开启,确保出2#风机温度为700±20℃,3#~13#风机全关、保温盖关闭,确保出13#风机温度>350℃。
14、按上述方案,所述控冷工艺中,圆棒上冷床温度>850℃,采用保温罩缓冷,出保温罩温度>600℃。
15、相对于现有技术,本发明有益效果如下:
16、本发明提供了一种400mpa级免涂镀热轧盘条、圆棒及其轧制工艺,满足下游用户免涂镀直接裸用以及全寿命周期的免维护要求,大幅降低了生产投资成本;另外,本发明通过合理的成分设计以及与轧钢工艺相配合,钢质强韧性优良,能满足热轧盘条、圆棒的各种冷加工要求,大幅度扩展了耐候钢应用场景。
技术特征:
1.一种400mpa级免涂镀热轧盘条、圆棒,其特征在于化学成分按质量百分数计如下:
2.如权利要求1所述400mpa级免涂镀热轧盘条、圆棒,其特征在于化学成分按质量百分数计如下:c:0.04~0.08wt%、si:<0.25wt%、mn:<0.4wt%、p<0.03wt%、s<0.02wt%、cu:0.3~0.7wt%、cr:2.0~3.0wt%、cr/cu=6~10,其余为fe及不可避免的杂质。
3.如权利要求1所述400mpa级免涂镀热轧盘条、圆棒,其特征在于进行微合金化,其化学成分按质量百分数计还包括nb:0.015~0.035wt%、v:0.04~0.07wt%、nb/v=1/3~2/3。
4.权利要求1所述400mpa级免涂镀热轧盘条、圆棒的轧制工艺,其特征在于包括以下步骤:
5.如权利要求4所述400mpa级免涂镀热轧盘条、圆棒的轧制工艺,其特征在于所述钢坯加热工艺中钢坯为小方坯或矩形坯,断面(140~220mm)×(140~220mm);预热段加热温度≤600℃、加热时间15min~20min;加热段分加热1段和加热2段,加热1段的加热温度600℃~1000℃、加热时间10min~15min,加热2段的加热温度1000℃~1200℃、加热时间20min~30min;均热段加热温度1150℃~1200℃、加热时间20min~30min。
6.如权利要求4所述400mpa级免涂镀热轧盘条、圆棒的轧制工艺,其特征在于所述轧制工艺中精轧温度为830±10℃、入减定径温度840±10℃,终轧温度850±10℃。
7.如权利要求4所述400mpa级免涂镀热轧盘条、圆棒的轧制工艺,其特征在于所述控冷工艺中,盘条采用斯太尔摩工艺控制冷却,0#辊道速度0.2~1m/s,余下8组辊道速度相对于前一组辊道提升3%(极差);13组风机的风量为210000m3/h,1#~2#风机开启5%~25%,保温盖开启,确保出2#风机温度为700±20℃,3#~13#风机全关、保温盖关闭,确保出13#风机温度>350℃。
8.如权利要求4所述400mpa级免涂镀热轧盘条、圆棒的轧制工艺,其特征在于所述控冷工艺中,圆棒上冷床温度>850℃,采用保温罩缓冷,出保温罩温度>600℃。
技术总结
本发明公开了一种400MPa级免涂镀热轧盘条、圆棒,化学成分按质量百分数计如下:C:0.02~0.10wt%、Si:<0.25wt%、Mn:<0.4wt%、P<0.03wt%、S<0.02wt%、Cu:0.1~1.0wt%、Cr:1.0~4.5wt%、Cr/Cu=5~11,其余为Fe及不可避免的杂质;还进行微合金化,其化学成分按质量百分数计还包括Nb:0.015~0.035wt%、V:0.04~0.07wt%、Nb/V=1/3~2/3;本发明提供了一种400MPa级免涂镀热轧盘条、圆棒及其轧制工艺,满足下游用户免涂镀直接裸用以及全寿命周期的免维护要求,大幅降低了生产投资成本;另外,本发明通过合理的成分设计以及与轧钢工艺相配合,钢质强韧性优良,能满足热轧盘条、圆棒的各种冷加工要求,大幅度扩展了耐候钢应用场景。
技术研发人员:张帆,夏艳花,任安超,王彦林,贾万军
受保护的技术使用者:武汉钢铁有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!