一种合金钢淬硬件局部热处理装置的制作方法
本发明属于机械制造,具体涉及一种合金钢淬硬件局部热处理装置。
背景技术:
1、随着国防现代化和武器装备的发展,炮弹向多功能、多用途、精确化、智能化方向延伸。为提高弹药的毁伤能力,实现弹药远程压制、高效毁伤、精确打击目的,新弹种设计弹壁越来越薄,对产品强度要求越来越高。目前,某型号弹体,如图1所示,该零件材料为35crmnsi,根据发射强度要求薄弱点屈服强度不应低于1200mpa。但根据发射强度力学分析,弹体的前半部在发射时,发射强度要求的屈服强度弹体自身材料强度就能满足,不需要再进行后续热处理。
2、而现有的合金钢淬硬件弹体热处理方案只有井式电阻加热炉和连续加热炉热处理方案两种。为保证加热效果,这两种热处理设备的炉膛均设计为封闭结构,故这两种方案均为整体式热处理,这两种热处理设备占地面积大、同一炉的弹体因摆放位置的差别其性能上有一定波动。虽然热处理后的弹体整体性能得到了很大提高,但在后续机械加工中,机械加工进刀量小、工序多、合金刀片损耗很大,制造成本居高不下。(《机械工程手册》第二版第7卷热处理和《热处理手册》第四版第3卷的相关部分)
技术实现思路
1、本发明的目的事提供一种合金钢淬硬件局部热处理装置,解决热处理后零件整体切削性能差的技术问题,改善热处理后合金钢淬硬件弹体的切削性能,降低了刀具的磨损,从而提高加工效率,节约成本。
2、为达到上述目的,解决上述技术问题,本发明的技术方案如下:
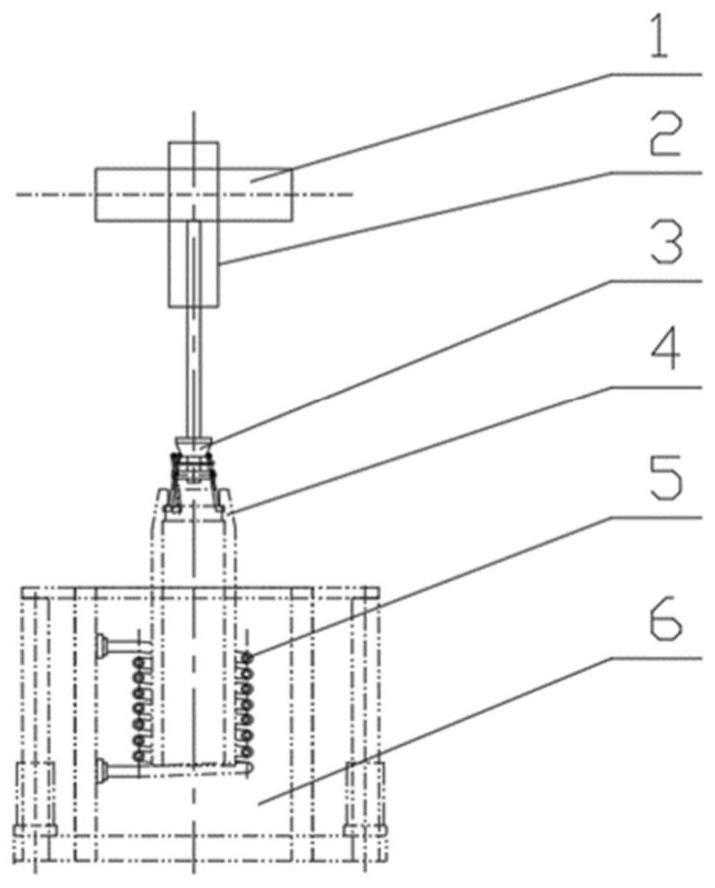
3、一种合金钢淬硬件局部热处理装置,包括传送装置、吊装机构、感应加热炉;传动装置由送料机构、滑台、伺服升降机构组成;送料机构采用步进电机驱动齿轮齿条在桁架上移动,从而实现弹体的前后移动;滑台采用伺服电机减速机驱动齿轮齿条运行,实现弹体的左右移动;伺服升降机构用于控制实现传送装置的各方向移动,保证传输位移的精度;伺服升降机构固定在传动装置的滑台上,采用电机减速机同步驱动t型丝杠运动,控制吊装机构的上下提升;
4、吊装机构与伺服升降机构固定连接在一起,采用伺服电机减速机驱动齿轮齿条向下运行的同时,吊装机构夹爪张开,抓紧弹体,通过伺服系统控制,吊装机构的伺服电机减速机可驱动回转支承运行,实现吊装机构在感应加热炉内的旋转,使弹体受热均匀;
5、感应加热炉包括中频感应电源、炉体架、感应加热线圈;
6、中频感应电源设计为可控硅中频电源,感应加热电源的控制精度:电压±2%,功率±4%;
7、炉体架用以支撑感应加热线圈,并相应设计配套的电容器组、水路、电路;感应加热线圈位于感应加热炉炉衬的中心位置,由耐火材料制作的炉衬把感应加热线圈包裹固定;
8、感应加热线圈由多匝感应线圈构成,根据实际的任务需求选择材质和形状尺寸进行加工制作,总的原则就是使得加热工件表面符合任务需求,能够收到较高得热效率;
9、感应加热线圈的直径,根据实际任务需求加热工件的表面轮廓来确定加热工件到感应加热线圈的耦合距离;
10、感应加热线圈的高度主要根据感应加热炉的功率、加热工件的直径和确定的比功率来确定,针对加热工件形状特点,感应加热线圈的高度需要为淬火区长度的1.05~1.2倍;
11、感应加热线圈上间隔设置若干喷水孔作为冷却回路,用于消除局部加热工件时因为涡流损耗引起的发热;
12、在感应加热线圈上采用钢环或软磁材料制成磁短路环屏蔽,驱使电流沿感应加热线圈的外层流过,用以防止不应硬化的加热工件部分被加热;
13、局部热处理装置的加热温度控制采用人工智能温度调节器配接红外测温仪实现,局部感应加热过程中通过控制电流的频率,实现对局部加热工件透热深度的控制。
14、进一步的,频率与透热深度及加热时间关系可通过如下试验确定,选择壁厚大于20mm的加热工件在不同频率和加热时间下进行热处理,处理后沿外壁向内打硬度,打到基体硬度值时,测试硬度点到外壁长度,即为加热工件透热深度,采用以上方法确定感应加热最佳频率和加热时间。
15、进一步的,中频加热淬火时加热工件到感应加热线圈的耦合距离为2.5~3mm,而且各处均匀一致,能够满足碳钢和合金钢不同直径加热要求。
16、进一步的,感应加热线圈的喷水孔的直径为1~2mm,角度为35°~45°,孔距为3~5mm,同时喷水孔应交错排列,孔距布置均匀,通常喷水孔的总面积应小于进水管的面积,以确保喷水的压力和进水压力符合要求。
17、进一步的,感应加热线圈釆用紫铜管制作,形状为矩形,内径1cm。
18、本发明的有效收益如下:
19、利用本发明提供的一种合金钢淬硬件局部热处理装置所生产的零件在具备符合产品要求的机械性能的前提下仍具有良好的切削性能。
20、1、本发明采用屏蔽技术,解决局部加热过程的环形效应
21、本发明感应加热线圈的设计中,为了提高感应器加热工件表面时的热效率,感应器的制作釆用紫铜管制作;同时充分利用磁通集中器的驱流作用,在感应器上镶装硅钢片磁通集中器集中磁力线,改变电流分布状况。
22、2、本发明通过感应加热透热层深度控制解决感应加热过程集肤效应。在局部感应加热过程中通过控制电流的频率,实现对工件加热深度的控制,消除集肤效应,在提高产品质量同时,又可以保证能量被充分利用。
23、3、本发明机械性能与切削性能兼备,降低机加刀具消耗,产品质量一致性好,生产效率高,节能环保,可实现自动化,降低劳动强度。
技术特征:
1.一种合金钢淬硬件局部热处理装置,包括传送装置、吊装机构、感应加热炉;
2.根据权利要求1所述的一种合金钢淬硬件局部热处理装置,其特征在于,频率与透热深度及加热时间关系可通过如下试验确定,选择壁厚大于20mm的加热工件在不同频率和加热时间下进行热处理,处理后沿外壁向内打硬度,打到基体硬度值时,测试硬度点到外壁长度,即为加热工件透热深度,采用以上方法确定感应加热最佳频率和加热时间。
3.根据权利要求1所述的一种合金钢淬硬件局部热处理装置,其特征在于,中频加热淬火时加热工件到感应加热线圈的耦合距离为2.5~3mm,而且各处均匀一致,能够满足碳钢和合金钢不同直径加热要求。
4.根据权利要求1所述的一种合金钢淬硬件局部热处理装置,其特征在于,所述感应加热线圈的喷水孔的直径为1~2mm,角度为35°~45°,孔距为3~5mm,同时喷水孔应交错排列,孔距布置均匀,通常喷水孔的总面积应小于进水管的面积,以确保喷水的压力和进水压力符合要求。
5.根据权利要求1-4任一所述的一种合金钢淬硬件局部热处理装置,其特征在于,所述感应加热线圈釆用紫铜管制作,形状为矩形,内径1cm。
技术总结
一种合金钢淬硬件局部热处理装置,属于机械制造技术领域。包括传送装置、吊装机构、感应加热炉;感应加热炉中的感应加热线圈上采用钢环或软磁材料制成磁短路环屏蔽,驱使电流沿感应加热线圈的外层流过,用以防止不应硬化的加热工件部分被加热;局部加热温度控制采用人工智能温度调节器配接红外测温仪实现,局部感应加热过程中通过控制电流的频率,实现对局部加热工件透热深度的控制。本发明保证了高强度合金钢淬硬件局部热处理后的机械性能的稳定和一致性,从而保证产品在性能满足使用要求的前提下保持良好的切削性能,大大的降低了刀具的消耗,降低了加工难度的同时降低了生产成本。
技术研发人员:龚锐,毕大尉,王秋菊,邹振东,梁多来,卢静宇,王哲,李耀华,付辉,柳萌,孟凡华
受保护的技术使用者:齐齐哈尔建华机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!