髋臼锉支架倒角打磨装置的制作方法
本技术涉及一种髋臼锉加工设备,尤其是髋臼锉支架倒角打磨装置。
背景技术:
0、技术背景
1、众所周知,髋臼锉盖是通过底部的固定架(也叫支架)进行安装,在生产的时候,首先需要对髋臼锉盖侧部进行开孔,再进行焊接固定架,固定架通常为十字型,其每一个端部均要与髋臼锉盖进行焊接,焊接后对不平整的部分进行磨平后,还需要倒角打磨,也就是需要将固定架端部下方打磨成45°斜角(如附图3所示),操作难度大。
2、现有的打磨方式往往是采用人工手动将产品在砂片上打磨,这种方式不仅效率低、打磨效果差,而且非常危险,不利于现代化大规模生产。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种能对髋臼锉固定架进行有效倒角打磨,且具有打磨质量好、加工效率高、安全性好的髋臼锉支架打磨装置。具体方案如下。
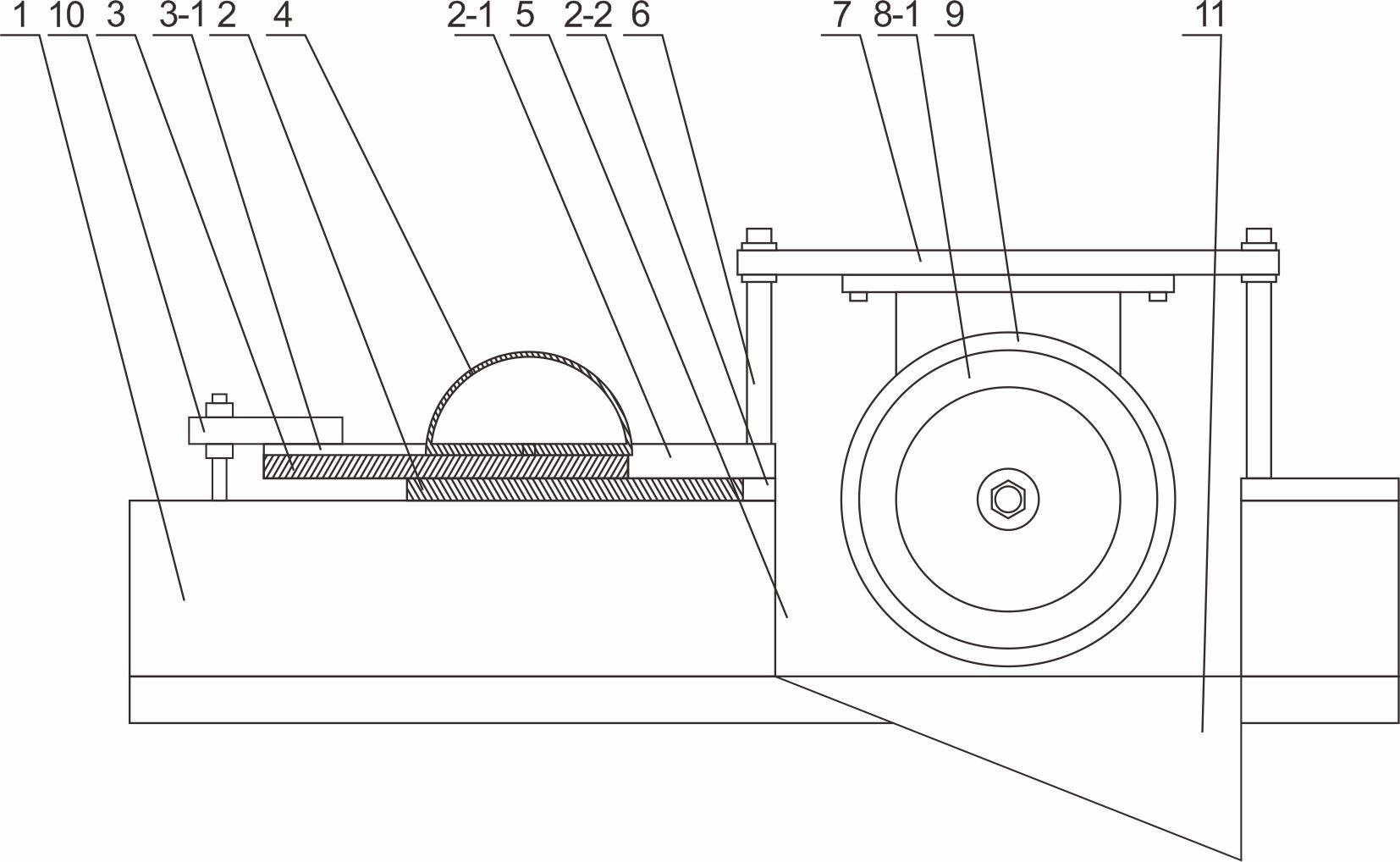
2、髋臼锉支架倒角打磨装置,包括台面,台面上固定有一座体,座体中部开设有一矩形凹槽,一滑块设置在凹槽内,滑块上设有一条横向凹槽与数条纵向凹槽,座体旁的台面上开有一容槽,容槽内设有电机,电机的输出端设有砂片。
3、所述凹槽靠容槽一侧中部开有一缺口。
4、所述的电机机身置于容槽内,电机底座朝上并安装在一板体上,板体通过支架固定在容槽一侧的平台上。
5、所述的砂片为圆盘状砂片,或者采用环形砂纸缠绕在电机输出端的轮盘上。
6、所述台面上通过销钉设有一压块,压块为条状或片状,可以销钉为圆心旋转,压块设于座体一旁。
7、所述的容槽底部为斜面排料口。
8、从本技术方案可以看出,操作人员先将焊接了十字固定架的髋臼锉盖扣压在滑块上,并将十字固定架嵌入在横向凹槽与纵向凹槽内,然后再按压髋臼锉盖将其推向旋转的砂片即可。
9、本技术方案具有以下特点:
10、1、本技术方案解决的核心问题就是打磨质量的问题,若是工人将产品直接放到砂片上打磨,由于砂轮高速旋转力量较大,工人手往往摇晃颤抖厉害,导致打磨不平整,产品一致性差、质量不高。而将本产品扣压在滑块上,再推向砂片打磨,凹槽对滑块进行了限位,不仅解决了手部颤抖的问题,提升了产品质量,还更加安全;
11、2、由于砂片旋转的方向与滑块相垂直,容易将滑块击打出凹槽,因此,增设一压片,压片的目的是对滑块进行限位,防止滑块受力过大而弹出凹槽;
12、3、横向凹槽与纵向凹槽组合形成了十字型的凹槽结构,正好配合髋臼锉盖底部突出的十字型固定架,使其镶嵌稳固。设置有数条纵向凹槽的目的是为了匹配不同尺寸的髋臼锉盖,半径较短的髋臼锉盖通过靠近缺口的纵向凹槽限位,半径较大的通过远离缺口的纵向凹槽限位;
13、4、髋臼锉盖底部固定架接触的是砂片上半部分,这样才能有效将固定架端部倒角打磨成接近45°的斜角;
14、5、凹槽开缺口的目的是防止打磨时的碎屑四溅,因为碎屑大多数会弹射到凹槽内,并在凹槽内反弹得到缓释,最后掉落到容槽内,防止污染;
15、6、由于打磨下的碎屑极小,且附着力强,容易进入电机缝隙、造成损害,因此将电机底座朝上设置,其一是减少碎屑对电机底座的损坏,其二是便于清理碎屑,只需将电机连同板体一同取下即可;
16、7、由于打磨下的碎屑为金属碎屑,具有回收利用价值,因此在底部增设一排料口,将回收袋套在排料口即可实现回收利用。
技术特征:
1.髋臼锉支架倒角打磨装置,包括台面,其特征是,台面上固定有一座体,座体中部开设有一矩形凹槽,一滑块设置在凹槽内,滑块上设有一条横向凹槽与数条纵向凹槽,座体旁的台面上开有一容槽,容槽内设有电机,电机的输出端设有砂片。
2.根据权利要求1所述的髋臼锉支架倒角打磨装置,其特征是,所述凹槽靠容槽一侧中部开有一缺口。
3.根据权利要求1所述的髋臼锉支架倒角打磨装置,其特征是,所述的电机机身置于容槽内,电机底座朝上并安装在一板体上,板体通过支架固定在容槽一侧的台面上。
4.根据权利要求1所述的髋臼锉支架倒角打磨装置,其特征是,所述的砂片为圆盘状砂片,或者采用环形砂纸缠绕在电机输出端的轮盘上。
5.根据权利要求1所述的髋臼锉支架倒角打磨装置,其特征是,所述台面上通过销钉设有一压块,压块为条状或片状,可以销钉为圆心旋转,压块设于座体一旁。
6.根据权利要求1所述的髋臼锉支架倒角打磨装置,其特征是,所述的容槽底部为斜面排料口。
技术总结
髋臼锉支架倒角打磨装置,包括台面,台面上固定有一座体,座体中部开设有一矩形凹槽,一滑块设置在凹槽内,滑块上设有一条横向凹槽与数条纵向凹槽,座体旁的台面上开有一容槽,容槽内设有电机,电机的输出端设有砂片。所述凹槽靠容槽一侧中部开有一缺口。所述的电机机身置于容槽内,电机底座朝上并安装在一板体上,板体通过支架固定在容槽一侧的平台上。所述的砂片为圆盘状砂片,或者采用环形砂纸缠绕在电机输出端的轮盘上。所述台面上通过销钉设有一压块,压块为条状或片状,可以销钉为圆心旋转,压块设于座体一旁。所述的容槽底部为斜面排料口。
技术研发人员:肖伟
受保护的技术使用者:四川普特医疗器械有限公司
技术研发日:20220130
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!