一种V法用预埋无缝钢管细长孔砂芯的制作方法
一种v法用预埋无缝钢管细长孔砂芯
技术领域
1.本实用新型涉及零件铸造技术领域,更具体而言,涉及一种v法用预埋无缝钢管细长孔砂芯。
背景技术:
2.v法铸造采用真空成型,vacuum process casting因取英文vacuum(真空)一词的字头“v”而得名。它区别于传统砂铸最大的优点是不使用粘合剂,v法铸造是利用塑料薄膜密封砂箱,靠真空抽气系统抽出型内空气,铸型内外有压力差,使干砂密实,形成所需型腔,经下芯、合箱、浇注抽真空使铸件凝固,解除负压,型砂随之溃散而获得铸件。
3.在生产过程中,v法砂芯一般采用呋喃自硬树脂砂外浸涂耐火涂料进行制造。该砂芯尺寸精度高,溃散性及退让性好。但是在大吨位铸件使用过程中,容易烧死,很难清理。该预埋无缝钢管细长孔砂芯能够避免砂型烧结。
技术实现要素:
4.为克服上述现有技术中存在的不足,本实用新型提供了一种v法用预埋无缝钢管细长孔砂芯,该装置由无缝钢管和树脂砂芯头组成。利用无缝钢管的较高的耐热性及良好的精度,可以很好的保证该细长孔的精度,不仅保证内孔通畅,精度也可以得到很好的控制。
5.为解决上述技术问题,本实用新型采取的技术方案为:
6.一种v法用预埋无缝钢管细长孔砂芯,包括无缝钢管,所述无缝钢管采用圆柱形钢管,所述无缝钢管内设置有填充砂,所述填充砂充满所述无缝钢管内部的中空部分,所述无缝钢管两端设置有芯头。
7.所述无缝钢管外部固定设置有防拔钢板。
8.所述防拔钢板采用方形钢板制成。
9.所述防拔钢板与无缝钢管的轴线垂直设置。
10.所述防拔钢板上开设有开孔,所述开孔设置于防拔钢板的中心位置且开孔贯穿防拔钢板设置,所述开孔与无缝钢管外径匹配设置,所述无缝钢管贯穿开孔且与防拔钢板焊接固定。
11.所述无缝钢管内的填充砂采用呋喃树脂自硬砂。
12.所述芯头包括上芯头和下芯头,所述上芯头和下芯头分别设置于无缝钢管的两端,所述上芯头采用圆锥台结构,所述下芯头采用圆柱形结构。
13.所述上芯头和下芯头均采用呋喃自硬树脂砂制成。
14.所述芯头包括芯头架,所述芯头架设置有两组,两所述芯头架对称设置于无缝钢管两侧。
15.所述芯头架采用呋喃自硬树脂砂制成。
16.与现有技术相比,本实用新型所具有的有益效果为:
17.针对v法铸件的细长孔,特别是直径30mm以下的细长孔,在铸造过程中,使用传统砂芯,容易烧结,不易清理且直线度不易保证。该预埋无缝钢管细长孔砂芯,不仅保证内孔通畅,精度也可以得到很好的控制。利用无缝钢管的较高的耐热性及良好的精度,可以很好的保证该细长孔的精度,在生产大吨位铸件过程中,采用该预埋无缝钢管细长孔砂芯,不仅操作方便,容易下放,同时能够避免砂芯烧结。
附图说明
18.图1为本实用新型竖放砂芯正视图;
19.图2为本实用新型竖放砂芯侧视剖视图;
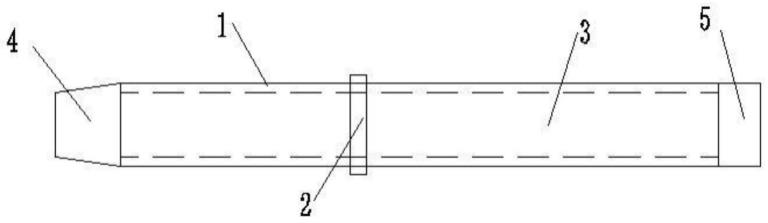
20.图3为本实用新型水平用砂芯正视图;
21.图4为本实用新型水平用砂芯侧视剖视图;
22.图中:1为无缝钢管、2为防拔钢板、3为填充砂、4为上芯头、5为下芯头、6为芯头架。
具体实施方式
23.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施例对本实用新型进行进一步的详细描述。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
24.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于此描述的方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
25.如图1至图4所示,一种v法用预埋无缝钢管细长孔砂芯,包括无缝钢管1,无缝钢管1采用圆柱形钢管,无缝钢管1内设置有填充砂3,填充砂3充满无缝钢管1内部的中空部分,无缝钢管1两端设置有芯头。
26.优选的,无缝钢管1外部固定设置有防拔钢板2。
27.优选的,防拔钢板2采用方形钢板制成。
28.优选的,防拔钢板2与无缝钢管1的轴线垂直设置。
29.优选的,防拔钢板2上开设有开孔,开孔设置于防拔钢板2的中心位置且开孔贯穿防拔钢板2设置,开孔与无缝钢管1外径匹配设置,无缝钢管1贯穿开孔且与防拔钢板2焊接固定。
30.优选的,无缝钢管1内的填充砂3采用呋喃树脂自硬砂。
31.优选的,芯头包括上芯头4和下芯头5,上芯头4和下芯头5分别设置于无缝钢管1的两端,上芯头4采用圆锥台结构,下芯头5采用圆柱形结构。作为竖直使用时,下芯头5采用圆柱形结构,便于竖直放置;上芯头4采用圆锥台结构,便于与上砂型配合。
32.优选的,上芯头4和下芯头5均采用呋喃自硬树脂砂制成。呋喃自硬树脂砂制成上芯头4和下芯头5与无缝钢管1内的呋喃自硬树脂砂填充砂1一体化设置。
33.优选的,芯头包括芯头架6,芯头架6设置有两组,两芯头架6对称设置于无缝钢管1两侧。作为水平使用时,两端芯头都采用芯头架6,便于放置及定位。
34.优选的,芯头架6采用呋喃自硬树脂砂制成。呋喃自硬树脂砂制成的两侧芯头架与无缝钢管1内的呋喃自硬树脂砂填充砂1一体化设置。
35.竖直使用时,竖直放置,下芯头5靠周边圆柱及底面与下砂型配合,保证砂芯的竖直性,上芯头4靠圆锥台与上砂型配合,自动校正定心。
36.水平使用时,水平放置,根据产品结构,既可以放置在上砂型,也可以放置在下砂型。两端芯头架6与砂型内芯头凹槽配合,保证砂芯放置位置。
37.上面仅对本实用新型的较佳实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化,各种变化均应包含在本实用新型的保护范围之内。
技术特征:
1.一种v法用预埋无缝钢管细长孔砂芯,其特征在于:包括无缝钢管(1),所述无缝钢管(1)采用圆柱形钢管,所述无缝钢管(1)内设置有填充砂(3),所述填充砂(3)充满所述无缝钢管(1)内部的中空部分,所述无缝钢管(1)两端设置有芯头。2.根据权利要求1所述的一种v法用预埋无缝钢管细长孔砂芯,其特征在于:所述无缝钢管(1)外部固定设置有防拔钢板(2)。3.根据权利要求2所述的一种v法用预埋无缝钢管细长孔砂芯,其特征在于:所述防拔钢板(2)采用方形钢板制成。4.根据权利要求2所述的一种v法用预埋无缝钢管细长孔砂芯,其特征在于:所述防拔钢板(2)与无缝钢管(1)的轴线垂直设置。5.根据权利要求2所述的一种v法用预埋无缝钢管细长孔砂芯,其特征在于:所述防拔钢板(2)上开设有开孔,所述开孔设置于防拔钢板(2)的中心位置且开孔贯穿防拔钢板(2)设置,所述开孔与无缝钢管(1)外径匹配设置,所述无缝钢管(1)贯穿开孔且与防拔钢板(2)焊接固定。6.根据权利要求1所述的一种v法用预埋无缝钢管细长孔砂芯,其特征在于:所述无缝钢管(1)内的填充砂(3)采用呋喃树脂自硬砂。7.根据权利要求1所述的一种v法用预埋无缝钢管细长孔砂芯,其特征在于:所述芯头包括上芯头(4)和下芯头(5),所述上芯头(4)和下芯头(5)分别设置于无缝钢管(1)的两端,所述上芯头(4)采用圆锥台结构,所述下芯头(5)采用圆柱形结构。8.根据权利要求7所述的一种v法用预埋无缝钢管细长孔砂芯,其特征在于:所述上芯头(4)和下芯头(5)均采用呋喃自硬树脂砂制成。9.根据权利要求1所述的一种v法用预埋无缝钢管细长孔砂芯,其特征在于:所述芯头包括芯头架(6),所述芯头架(6)设置有两组,两所述芯头架(6)对称设置于无缝钢管(1)两侧。10.根据权利要求9所述的一种v法用预埋无缝钢管细长孔砂芯,其特征在于:所述芯头架(6)采用呋喃自硬树脂砂制成。
技术总结
本实用新型涉及零件铸造技术领域,更具体而言,涉及一种V法用预埋无缝钢管细长孔砂芯。包括无缝钢管,无缝钢管采用圆柱形钢管,无缝钢管内设置有填充砂,填充砂充满无缝钢管内部的中空部分,无缝钢管两端设置有芯头。无缝钢管外部固定设置有防拔钢板。利用无缝钢管的较高的耐热性及良好的精度,可以很好的保证该细长孔的精度,在生产大吨位铸件过程中,采用该预埋无缝钢管细长孔砂芯,不仅操作方便,容易下放,同时能够避免砂芯烧结。本实用新型主要应用于预埋无缝钢管细长孔砂芯方面。应用于预埋无缝钢管细长孔砂芯方面。应用于预埋无缝钢管细长孔砂芯方面。
技术研发人员:范海卫
受保护的技术使用者:山西华德冶铸有限公司
技术研发日:2022.02.16
技术公布日:2023/2/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1