大型油缸内孔的精加工装置的制作方法
1.本实用新型涉及油缸技术领域,具体为大型油缸内孔的精加工装置。
背景技术:
2.车床是主要用车刀对旋转的工件进行车削加工的机床,车床是金属切削机床中最主要的一种切削机床,在一般的机器制造工厂中以车床为主数量最多,也称之为工作母机,在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工,车床的功用是对各种大小不同形状不同的旋转表面,以及螺旋表面进行切削加工,但在对于油缸内部孔进行加工时,由于油缸内孔的直径尺寸和表面粗糙度都要求很严,导致在普通车床上也必须有合理的工艺措施才能保证。
3.现有技术存在以下问题:
4.现有的大型油缸内孔的精加工装置,工装结构复杂,操作繁琐,在普通车床上无法加工各种规格尺寸油缸,实用性较差。
技术实现要素:
5.针对现有技术的不足,本实用新型提供了大型油缸内孔的精加工装置,解决了现今存在的工装结构复杂,操作繁琐,在普通车床上无法加工各种规格尺寸油缸,实用性较差问题。
6.为实现上述目的,本实用新型提供如下技术方案:大型油缸内孔的精加工装置,包括主体,所述主体内部一侧设置有扶正套,所述主体内部底端设置有油石,所述油石顶部设置有油石夹具,所述油石夹具上设置有弹簧,所述弹簧顶端设置有珩磨杆,所述珩磨杆一侧设置有调整螺栓,所述珩磨杆另一侧设置有车床刀架。
7.作为本实用新型的一种优选技术方案,所述扶正套的尺寸与主体的尺寸相适配。
8.作为本实用新型的一种优选技术方案,所述油石的底部与主体相贴合。
9.作为本实用新型的一种优选技术方案,所述油石夹具的尺寸与油石的尺寸相适配。
10.作为本实用新型的一种优选技术方案,所述油石夹具的位置、弹簧的位置和珩磨杆的位置相互对应设置。
11.作为本实用新型的一种优选技术方案,所述珩磨杆一侧开设有螺纹孔,所述螺纹孔的尺寸与调整螺栓的尺寸相适配。
12.与现有技术相比,本实用新型提供了大型油缸内孔的精加工装置,具备以下有益效果:
13.该大型油缸内孔的精加工装置,能在一次装夹的情况下完成,只加工扶正套、珩磨杆、弹簧、油石夹具、油石、调整螺栓按图装好固定在车床刀架上即可,可很好地保证内孔和其他圆孔的同轴度,工装结构简单可靠,操作方便,在普通车床上就可加工各种规格尺寸油缸,实用性较强。
附图说明
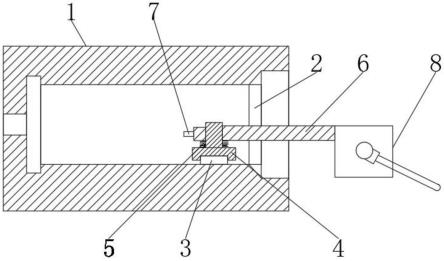
14.图1为本实用新型结构示意图。
15.图中:1、主体;2、扶正套;3、油石;4、油石夹具;5、弹簧;6、珩磨杆;7、调整螺栓;8、车床刀架。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1,本实施方案中:大型油缸内孔的精加工装置,包括主体1,主体1内部一侧设置有扶正套2,主体1内部底端设置有油石3,油石3顶部设置有油石夹具4,油石夹具4上设置有弹簧5,弹簧5顶端设置有珩磨杆6,当工件旋转后,通过油石3在珩磨杆6和弹簧5的压紧下缓慢轴向来回移动,珩磨压紧力要适度,去除车后留下的表面微观不平度,珩磨杆6一侧设置有调整螺栓7,珩磨杆6另一侧设置有车床刀架8。
18.本实施例中,扶正套2的尺寸与主体1的尺寸相适配,便于对扶正套2进行安装与固定,提高扶正套2的稳固性;油石3的底部与主体1相贴合,便于通过油石3对主体1进行珩磨,通过珩磨去除车后留下的表面微观不平度;油石夹具4的尺寸与油石3的尺寸相适配,便于通过油石夹具4对油石3进行安装与固定,提高油石3工作时的稳定性;油石夹具4的位置、弹簧5的位置和珩磨杆6的位置相互对应设置,通过油石夹具4与珩磨杆6以孔、轴配合相连接,中间放一压缩弹簧5起缓冲作用;珩磨杆6一侧开设有螺纹孔,螺纹孔的尺寸与调整螺栓7的尺寸相适配,便于对调整螺栓7进行安装与固定,提高调整螺栓7的稳固性。
19.本实用新型的工作原理及使用流程:图所示的油缸材料为45#钢,调质硬度为250~280hb,精加工工艺过程如下:精车内孔尺寸,内孔车到下偏差,粗糙度值ra3.2μm;用油石3珩磨4次,工件转速为32r/min,走刀量0.24mm/r,磨去余量0.03mm;用硬质合金滚压头滚压2次,每次0.01mm,最后达到内尺寸为设计尺寸,ra=0.8μm以上;珩磨时油石3的安装见图,油石3为细条状,尺寸为110mm
×
15mm
×
15mm,用专门制作的油石夹具4夹紧油石3,油石夹具4与珩磨杆6以孔、轴配合相连接,中间放一压缩弹簧5起缓冲作用,当工件旋转后,油石3在珩磨杆6和弹簧5的压紧下缓慢轴向来回移动,珩磨压紧力要适度,这样通过珩磨去除车后留下的表面微观不平度,珩磨时给油石3滴些机油,起冷却润滑作用,根据珩磨压紧力的大小情况等,要多走几次珩磨,为后面的液压打下良好基础,该油缸内孔的精加工装置能在一次装夹的情况下完成,只加工扶正套2、珩磨杆6、弹簧5、油石夹具4、油石3、调整螺栓7按图装好固定在车床刀架8上即可,可很好地保证内孔和其他圆孔的同轴度,工装结构简单可靠,操作方便,在普通车床上就可加工各种规格尺寸油缸,实用性较强。
20.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.大型油缸内孔的精加工装置,其特征在于:包括主体(1),所述主体(1)内部一侧设置有扶正套(2),所述主体(1)内部底端设置有油石(3),所述油石(3)顶部设置有油石夹具(4),所述油石夹具(4)上设置有弹簧(5),所述弹簧(5)顶端设置有珩磨杆(6),所述珩磨杆(6)一侧设置有调整螺栓(7),所述珩磨杆(6)另一侧设置有车床刀架(8)。2.根据权利要求1所述的大型油缸内孔的精加工装置,其特征在于:所述扶正套(2)的尺寸与主体(1)的尺寸相适配。3.根据权利要求1所述的大型油缸内孔的精加工装置,其特征在于:所述油石(3)的底部与主体(1)相贴合。4.根据权利要求1所述的大型油缸内孔的精加工装置,其特征在于:所述油石夹具(4)的尺寸与油石(3)的尺寸相适配。5.根据权利要求1所述的大型油缸内孔的精加工装置,其特征在于:所述油石夹具(4)的位置、弹簧(5)的位置和珩磨杆(6)的位置相互对应设置。6.根据权利要求1所述的大型油缸内孔的精加工装置,其特征在于:所述珩磨杆(6)一侧开设有螺纹孔,所述螺纹孔的尺寸与调整螺栓(7)的尺寸相适配。
技术总结
本实用新型属于油缸技术领域,尤其为大型油缸内孔的精加工装置,包括主体,主体内部一侧设置有扶正套,主体内部底端设置有油石,油石顶部设置有油石夹具,油石夹具上设置有弹簧,弹簧顶端设置有珩磨杆,珩磨杆一侧设置有调整螺栓,珩磨杆另一侧设置有车床刀架,扶正套的尺寸与主体的尺寸相适配,油石的底部与主体相贴合,油石夹具的尺寸与油石的尺寸相适配。本实用新型能在一次装夹的情况下完成,只加工扶正套、珩磨杆、弹簧、油石夹具、油石、调整螺栓按图装好固定在车床刀架上即可,可很好地保证内孔和其他圆孔的同轴度,工装结构简单可靠,操作方便,在普通车床上就可加工各种规格尺寸油缸,实用性较强。实用性较强。实用性较强。
技术研发人员:卜玉泉 岳斌 陈志斌
受保护的技术使用者:松原市前兴石油工程技术服务有限公司
技术研发日:2022.04.18
技术公布日:2022/10/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1