一种快速脱模的铝合金铸造用配件的成型器具的制作方法
1.本实用新型属于模具设备技术领域,具体涉及一种快速脱模的铝合金铸造用配件的成型器具。
背景技术:
2.在铝合金棒材铸造行业,熔炼好的铝液在一定的铸造工艺条件下,经流槽流入分流盘、套管、转接板、石墨环后进入结晶器,在型盘结晶器内壁上结晶成型。其中套管作为重要的型盘配件,起到引流铝液保证铝合金铸件顺利成型的作用。制作套管的材料一般有陶瓷纤维材质及耐火陶瓷,以上两种材料在使用中存在寿命短、易开裂等问题。因此,采用高硅氧纤维网格布涂覆后铺设缠绕制作的套管应运而生,如专利公开号cn113800925a的专利公开了一种套管成型工艺,采用高硅氧纤维网格布缠绕涂覆成型制成套管。采用高硅氧纤维网格布涂覆后铺设缠绕制作的套管具有密度低、抗裂性能好和使用寿命长等优点,但是目前高硅氧纤维网格布制作套管成型复杂,使用的模具多采用泡沫材料加工而成,套管脱模时需要打碎模具,才能取得套管的毛坯,因此,每一个套管均需要一个泡沫模具,批量生产时,需要批量制作模具,成本较高,时间也较长,且大量的脱模工作费时费力,生产效率较低,成型后难以脱模,模具不能重复利用。
技术实现要素:
3.针对现有技术存在的上述缺陷,本实用新型提供了一种快速脱模的铝合金铸造用配件的成型器具,包括泡沫芯模,所述泡沫芯模包括底盘,底盘上表面的中心固定有竖直的圆柱;所述泡沫芯模配合有辅助件,所述辅助件包括塑料圆筒一、塑料圆筒二、环形铁板及塑料圆环;
4.所述塑料圆筒二的内径与圆柱的直径相匹配,塑料圆筒二套设在圆柱上,所述塑料圆筒一的内径与塑料圆筒二的外径匹配,塑料圆筒一套设在塑料圆筒二外,塑料圆筒一的高小于塑料圆筒二的高,所述圆柱的高小于塑料圆筒二的高;所述环形铁板放置在底盘的上表面,所述塑料圆环放置在环形铁板上,圆柱依次从环形铁板的内孔及塑料圆环的内孔中穿过,所述环形铁板的外径大于底盘的直径,塑料圆环的外径大于环形铁板的外径。
5.优选的,所述塑料圆筒二的内径等于圆柱的直径,所述塑料圆筒一的内径等于塑料圆筒二的外径。
6.优选的,所述环形铁板的内径及塑料圆环的内径均等于塑料圆筒一的外径。
7.优选的,所述塑料圆筒一及塑料圆筒二的底部均与底盘的上表面接触。
8.优选的,所述泡沫芯模的表面粘满胶带纸。胶带纸增强模芯表面强度并可保持表面光滑降低脱模阻力。
9.本实用新型还包括能够使一种快速脱模的铝合金铸造用配件的成型器具正常使用的其它组件,均为本领域的常规技术手段。另外,本实用新型中未加限定的装置或组件均采用本领域中的常规技术手段,是本领域常规设备。
10.本实用新型的工作原理是,使用时,首先组装好泡沫芯模与辅助件:将环形铁板及塑料圆环依次放置在泡沫芯模的底盘上表面,然后将塑料圆筒二套设在泡沫芯模的圆柱上,塑料圆筒二的底部与底盘接触,然后将塑料圆筒一套设在塑料圆筒二上,塑料圆筒一的底部也与底盘接触,此时,环形铁板及塑料圆环的内孔的内壁与塑料圆筒一的外壁接触。组装好的模具在各部件的相互作用下处于稳定状态;随后将高硅氧纤维网格布涂覆涂料后铺设缠绕到塑料圆筒一的表面及塑料圆环的上表面,多次多层铺设满足毛坯厚度。铺设完毕即可抽出塑料圆筒二,1—2个小时后毛坯有一定硬度后,托起环形铁板,用手下压泡沫芯模的圆柱的顶部,即可完成泡沫芯模的脱模,并保持毛坯不变形,最后依次抽去塑料圆筒一、塑料圆环及环形铁板,即可得到完整的毛坯。清理辅助件的表面,与泡沫芯模重新组装后,可以再次使用。
11.本实用新型中与毛坯接触的面均为塑料材质,塑料材质不沾毛坯材料,方便脱模。泡沫芯模的圆柱上套设双层塑料圆筒,塑料圆筒二与圆柱、塑料圆筒一之间的阻力小,方便塑料圆筒二的抽出;且塑料圆筒二与塑料圆筒一的高度不同,方便塑料圆筒二与塑料圆筒一先后脱掉。环形铁板具有一定的刚度,对毛坯起到承托作用,可以防止毛坯变形。本实用新型设计泡沫芯模的尺寸小于成品2mm左右,为后续精加工留有余量。泡沫芯模、环形钢板、塑料圆筒及塑料圆环,材料易得,建工简便,成本低廉。整体模具可以循环使用,生产效率大大提升。
12.本实用新型的有益效果,整体结构合理,各部件结构简单,成本低廉,可以反复使用,可以大大提高套管生产效率,降低生产成本。
附图说明
13.下面结合附图和实施例对本实用新型进一步说明。
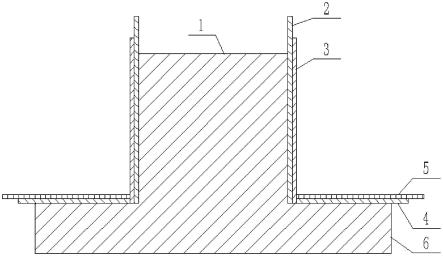
14.图1是本实用新型一种快速脱模的铝合金铸造用配件的成型器具的结构示意图;
15.图2是图1的立体图。
16.图中:1、圆柱;2、塑料圆筒二;3、塑料圆筒一;4、环形铁板;5、塑料圆环;6、底盘。
具体实施方式
17.下面结合本实用新型实施例中的附图以及具体实施例对本实用新型进行清楚地描述,在此处的描述仅仅用来解释本实用新型,但并不作为对本实用新型的限定。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
18.实施例
19.如图1-2所示,本实用新型提供了一种快速脱模的铝合金铸造用配件的成型器具,包括泡沫芯模,所述泡沫芯模包括底盘6,底盘6上表面的中心固定有竖直的圆柱1;所述泡沫芯模配合有辅助件,所述辅助件包括塑料圆筒一3、塑料圆筒二2、环形铁板4及塑料圆环5;塑料圆筒一3、塑料圆筒二2及塑料圆环5均为塑料纸制作而成。
20.所述塑料圆筒二2的内径与圆柱1的直径相等,塑料圆筒二2套设在圆柱1上,所述塑料圆筒一3的内径与塑料圆筒二2的外径相等,塑料圆筒一3套设在塑料圆筒二2外,塑料圆筒一3的高小于塑料圆筒二2的高,所述圆柱1的高小于塑料圆筒二2的高;所述环形铁板4
放置在底盘6的上表面,所述塑料圆环5放置在环形铁板4上,圆柱1依次从环形铁板4的内孔及塑料圆环5的内孔中穿过,所述环形铁板4的外径大于底盘6的直径,塑料圆环的外径大于环形铁板的外径。
21.所述环形铁板4的内径及塑料圆环5的内径均等于塑料圆筒一3的外径。
22.所述塑料圆筒一3及塑料圆筒二2的底部均与底盘6的上表面接触。
23.所述泡沫芯模的表面粘满胶带纸。胶带纸增强模芯表面强度并可保持表面光滑降低脱模阻力。
24.以上已经描述了本实用新型的实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的实施例。在不偏离所说明实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种快速脱模的铝合金铸造用配件的成型器具,包括泡沫芯模,所述泡沫芯模包括底盘,底盘上表面的中心固定有竖直的圆柱;其特征在于:所述泡沫芯模配合有辅助件,所述辅助件包括塑料圆筒一、塑料圆筒二、环形铁板及塑料圆环;所述塑料圆筒二的内径与圆柱的直径相匹配,塑料圆筒二套设在圆柱上,所述塑料圆筒一的内径与塑料圆筒二的外径匹配,塑料圆筒一套设在塑料圆筒二外,塑料圆筒一的高小于塑料圆筒二的高,所述圆柱的高小于塑料圆筒二的高;所述环形铁板放置在底盘的上表面,所述塑料圆环放置在环形铁板上,圆柱依次从环形铁板的内孔及塑料圆环的内孔中穿过,所述环形铁板的外径大于底盘的直径,塑料圆环的外径大于环形铁板的外径。2.根据权利要求1所述的一种快速脱模的铝合金铸造用配件的成型器具,其特征在于:所述塑料圆筒二的内径等于圆柱的直径,所述塑料圆筒一的内径等于塑料圆筒二的外径。3.根据权利要求1所述的一种快速脱模的铝合金铸造用配件的成型器具,其特征在于:所述环形铁板的内径及塑料圆环的内径均等于塑料圆筒一的外径。4.根据权利要求3所述的一种快速脱模的铝合金铸造用配件的成型器具,其特征在于:所述塑料圆筒一及塑料圆筒二的底部均与底盘的上表面接触。5.根据权利要求1所述的一种快速脱模的铝合金铸造用配件的成型器具,其特征在于:所述泡沫芯模的表面粘贴有胶带纸。
技术总结
本实用新型涉及模具设备技术领域的一种快速脱模的铝合金铸造用配件的成型器具,包括泡沫芯模,泡沫芯模配合有辅助件,辅助件包括塑料圆筒一、塑料圆筒二、环形铁板及塑料圆环;塑料圆筒二的内径与圆柱的直径相匹配,塑料圆筒二套设在泡沫芯模的圆柱上,塑料圆筒一套设在塑料圆筒二外,塑料圆筒一的高小于塑料圆筒二的高,圆柱的高小于塑料圆筒二的高;环形铁板放置在底盘的上表面,塑料圆环放置在环形铁板上,圆柱依次从环形铁板的内孔及塑料圆环的内孔中穿过,环形铁板的外径大于底盘的直径,塑料圆环的外径大于环形铁板的外径。本实用新型整体结构合理,各部件结构简单,成本低廉,可以反复使用,可以大大提高套管生产效率,降低生产成本。生产成本。生产成本。
技术研发人员:张海佑 王志坤 岳亚举 王鹏超 樊静锐 张卫高
受保护的技术使用者:艾文斯(焦作)冶金材料有限责任公司
技术研发日:2022.07.29
技术公布日:2022/12/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1