一种浸水铸焊的板式模具的制作方法
一种浸水铸焊的板式模具
1.技术领域:
2.本实用新型属于蓄电池铸焊技术领域,主要涉及的是一种浸水铸焊的板式模具。
3.
背景技术:
4.蓄电池生产过程中,有一道极耳铸焊工序,极耳铸焊是指将极板的正极极耳和负极极耳通过汇流排进行有序焊接,该步骤是在助焊机中实现的,通常利用模具浸入到铅液中,铅液会储存在模具中的汇流排凹槽内,然后将极耳浸入到模具中的铅液中,极耳在高温下会融化,与铅液互融,最终实现极耳与汇流排的焊接。
5.现有的模具由金属材料制成,铸焊时需要反复浸入到铅液中,由于工作环境时常处于高温之中,由于热胀冷缩的缘故,模具中部的应力比较集中,时间一长便会从中间开裂;为了加快铸焊速度,尽快让铅液凝固呈汇流排,往往会将模具的底部放置在流水中进行冷却,但是模具底部的加强筋会阻碍水流运动,会造成水流回旋打转的现象,不利于汇流排的冷却。
6.
技术实现要素:
7.为了克服上述的不足,本实用新型提供了一种浸水铸焊的板式模具。
8.本实用新型解决其技术问题所采用的技术方案:
9.一种浸水铸焊的板式模具,包括表面上设有汇流槽的第一模具和第二模具,第一模具的一端设有两个挂耳,另一端设有多个第一连接件,第二模具的一端设有多个与第一连接件项对应的第二连接件,第一连接件与第二连接件拼接后形成拼接部,相邻拼接部之间设有镂空部,第一模具和第二模具两侧面所在的拼接部处均设有固定螺栓。
10.第一模具和第二模具拼接而成,拼接部之间还设有镂空部,在高温环境下,此处的应力得到较大的释放,不会在此处发生断裂,弥补了传统模具使用中由于应力的作用导致中部断裂的缺陷。
11.所述第一模具和第二模具的底部设有多条加强筋。
12.所述加强筋包括横向加强筋和纵向加强筋,所述横向加强筋的高度小于纵向加强筋。
13.在浸水冷却时,水流会顺着两条纵向加强筋之间的空间从一侧流向另一侧,不会出现水流翻转回旋的情况发生,确保流水不会回旋到模具的上表面,保证汇流排冷却的速度,同时确保水不会与汇流排接触。
14.所述第一模具和第二模具的两侧面均设有滑槽。
15.双滑槽与双挂耳配合使用,解决了传统模具在移动时卡顿的问题。
16.所述汇流槽的端部均设有凹坑。凹坑内能存储铅液,确保在冷却时,铅液收缩的问题,进而能够保证极耳焊接牢固,不会出现虚焊的情况。
17.由于采用如上所述的技术方案,本实用新型具有如下优越性:
18.本实用新型提供的一种浸水铸焊的板式模具,第一模具和第二模具拼接而成,拼接部之间是镂空设计,两侧的拼接部用螺栓紧固,设计简单,整体轻巧,一次能够铸焊四个电池组的极耳,在不减少单次铸焊电池组极耳的情况下,解决了传统铸焊模具中部开裂的
问题,同时,模具底部的加强筋分为横向加强筋和纵向加强筋,横向加强筋的高度要小于纵向加强筋的高度,这样在浸入水中后,流水就能顺畅的通过两条纵向加强筋之间的空间流过,不会造成水流回旋打转的现象,保证了汇流排的冷却速度。
19.附图说明:
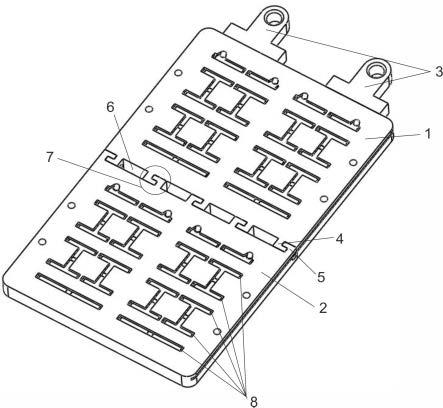
20.图1是本实用新型的整体结构示意图;
21.图2是本实用新型另一角度的结构示意图;
22.图3是本实用新型的仰视图;
23.图4是本实用新型的侧视图;
24.图中:1、第一模具;2、第二模具;3、挂耳;4、第一连接件;5、第二连接件;6、镂空部;7、拼接部;8、凹坑;9、纵向加强筋;10、横向加强筋;11、固定螺栓;12、滑槽。
25.具体实施方式:
26.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
27.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.结合附图1所述的一种浸水铸焊的板式模具,包括表面上设有汇流槽的第一模具1和第二模具2,第一模具1的一端设有两个挂耳3,另一端设有多个第一连接件4,第二模具2的一端设有多个与第一连接件4项对应的第二连接件5,第一连接件4与第二连接件拼5接后形成拼接部7,相邻拼接部7之间设有镂空部6,第一模具1和第二模具2两侧面所在的拼接部7处均设有固定螺栓11。
29.第一模具1和第二模具2通过第一连接件4和第二连接件5拼接而成,拼接部7之间还设有镂空部6,在高温环境下,此处的应力得到较大的释放,不会在此处发生断裂,弥补了传统模具使用中由于应力的作用导致中部断裂的缺陷,为了进一步的连接第一模具1和第二模具2,通过固定螺栓11将两个模具的外侧连接部固定连接,让两者连接的更加稳固。
30.如图2和3所示,所述第一模具1和第二模具2的底部设有多条加强筋。所述加强筋包括横向加强筋10和纵向加强筋9,所述横向加强筋10的高度小于纵向加强筋9。在浸水冷却时,水流方向会如图3箭头所示方向,顺着两条纵向加强筋9之间的空间从模具的一侧流向另一侧,不会出现水流翻转回旋的情况发生,确保流水不会回旋到模具的上表面,保证汇流排冷却的速度,同时确保水不会与汇流排接触。
31.如图1或4所示,所述第一模具1和第二模具2的两侧面均设有滑槽12。双滑槽12与双挂耳3配合使用,解决了传统模具在移动时卡顿的问题。
32.如图1所示,所述汇流槽的端部均设有凹坑8。凹坑8内能存储铅液,确保在冷却时,铅液收缩的问题,进而能够保证极耳焊接牢固,不会出现虚焊的情况。
33.本设计所述的一种浸水铸焊的板式模具,第一模具1和第二模具2拼接而成,拼接部7之间是镂空设计,两侧的拼接部7用固定螺栓11紧固,设计简单,整体轻巧,在不减少单
次铸焊电池组极耳的情况下,解决了传统铸焊模具中部开裂的问题,同时,模具底部的加强筋分为横向加强筋10和纵向加强筋9,横向加强筋10的高度要小于纵向加强筋9的高度,这样在浸入水中后,流水就能顺畅的通过两条纵向加强筋之间的空间流过,不会造成水流回旋打转的现象,保证了汇流排的冷却速度。
34.以上内容中未细述部份为现有技术,故未做细述。
技术特征:
1.一种浸水铸焊的板式模具,其特征在于:包括表面上设有汇流槽的第一模具和第二模具,第一模具的一端设有两个挂耳,另一端设有多个第一连接件,第二模具的一端设有多个与第一连接件项对应的第二连接件,第一连接件与第二连接件拼接后形成拼接部,相邻拼接部之间设有镂空部,第一模具和第二模具两侧面所在的拼接部处均设有固定螺栓。2.根据权利要求1所述的一种浸水铸焊的板式模具,其特征在于:所述第一模具和第二模具的底部设有多条加强筋。3.根据权利要求2所述的一种浸水铸焊的板式模具,其特征在于:所述加强筋包括横向加强筋和纵向加强筋,所述横向加强筋的高度小于纵向加强筋。4.根据权利要求1所述的一种浸水铸焊的板式模具,其特征在于:所述第一模具和第二模具的两侧面均设有滑槽。5.根据权利要求1所述的一种浸水铸焊的板式模具,其特征在于:所述汇流槽的端部均设有凹坑。
技术总结
一种浸水铸焊的板式模具,包括第一模具和第二模具,第一模具的一端设有两个挂耳,另一端设有多个第一连接件,第二模具的一端设有多个与第一连接件项对应的第二连接件,第一连接件与第二连接件拼接后形成拼接部,相邻拼接部之间设有镂空部,第一模具和第二模具两侧面所在的拼接部处均设有固定螺栓,设计简单,整体轻巧,在不减少单次铸焊电池组极耳的情况下,解决了传统铸焊模具中部开裂的问题,同时,模具底部的加强筋分为横向加强筋和纵向加强筋,横向加强筋的高度要小于纵向加强筋的高度,这样在浸入水中后,流水就能顺畅的通过两条纵向加强筋之间的空间流过,不会造成水流回旋打转的现象,保证了汇流排的冷却速度。保证了汇流排的冷却速度。保证了汇流排的冷却速度。
技术研发人员:王山山 杨卫奇 陈志斌 陈庆丰
受保护的技术使用者:济源市万洋绿色能源有限公司
技术研发日:2022.08.25
技术公布日:2023/2/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1