一种铸造用底箱的制作方法
1.本实用新型属于铸造技术领域,具体涉及一种铸造用底箱。
背景技术:
2.常规的底箱,箱筋低于箱框,一般与圈箱配合使用,为防止浇注时发生底漏,底箱的吃砂量往往较大,而较大的吃砂量,对铸件底部的本体抗拉强度不利,且散热差。
技术实现要素:
3.本实用新型的目的在于克服上述现有技术的问题,提供一种简单实用,能够减少底箱吃砂量并加快散热的底箱及其。
4.本实用新型解决其技术问题的技术方案如下:
5.一方面,本实用新型提供一种铸造用底箱,包括长方形的箱框,其特点在于,若干箱筋相互平行地焊接于长方形的箱框的两长边之间,每一箱筋由两条平行的长钢板构成且与箱框等高,箱筋的两端分别焊固于箱框两长边的内壁上,上平板和下平板分别焊接并覆盖在箱框及各箱筋的上平面和下平面上,上平板和下平板上分别开设有长孔,其位置和形状大小与两箱筋之间的区域相同且相通,位于各箱筋两条长钢板之间的箱框长边的内壁上开设有圆孔,使由两条长钢板、箱框的内壁与上平板和下平板所围成的箱筯的内部空间与外界相通。
6.另一方面,本实用新型还提供一种上述铸造用底箱的使用方法,具体操作步骤如下:
7.1)底箱的设计
8.2)底箱的制作
9.3)木模放在圈箱内,圈箱高于木模约70mm
10.4)放型砂,使型砂高于圈箱约10mm并刮平;
11.5)马上放好底箱,再次放砂的同时将底箱紧固在圈箱上;
12.6)放砂结束后舂紧刮平,造型结束
13.与现有技术相比,本实用新型的有益效果是:
14.采用本实用新型,能克服上述不足,底箱的刚度好,能减少近一半的底箱用砂量,如果与合适高度的圈箱配合使用,还可以降低总体用砂量。同时,由于底箱一半区域与外界相通,浇注后的型砂散热能力提高,加快了铸件的冷却速度,可提高铸件底部本体的抗拉强度。
15.本实用新型的底箱,制作简单,刚度好,可减少吃砂量,降低生产成本,同时,可提高铸件底部的抗拉强度。
附图说明
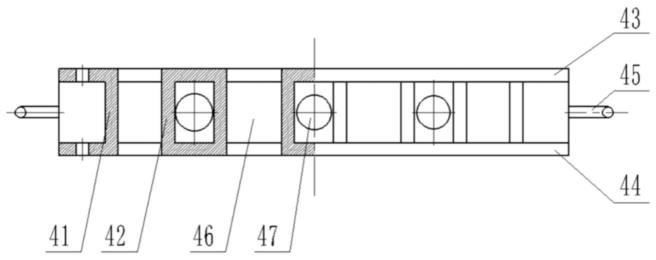
16.图1是本实用新型铸造用底箱的正视图;
17.图2是本实用新型铸造用底箱的俯视图;
18.图3是本实用新型铸造用底箱的使用状态图
19.图4是本实用新型铸造用底箱的使用流程图。
20.图中:1-木模、2-圈箱、3-型砂、4-底箱、5-螺栓;41-箱框、42-箱筋、43-上平板、44-下平板、45-起吊轴,46-长孔、47-圆孔。
具体实施方式
21.下面结合附图和实施例对本实用新型进一步的详细阐述,但不应以此来限制本实用新型的保护范围。
22.请参阅图1和图2,图1是本实用新型铸造用底箱的正视图,图2是本实用新型铸造用底箱的俯视图。如图所示,一种铸造用底箱,由箱框41、箱筋42、上平板43、下平板44和起吊轴45构成,为焊接件,总体轮廓形状为长方体。箱框、箱筋等高,其上下均焊在平板上。上平板、下平板均开长孔46,与一半箱筋所围区域相通,另一半箱筋所围区域,其内部相通,在对应的箱框41部位,开设圆孔47,使此区域与外界相通。
23.请参阅图3和图4,图3是本实用新型铸造用底箱的使用状态图,图4是本实用新型铸造用底箱的使用流程图。如图所示,在造型工序,木模1放在圈箱2中,圈箱2高于木模1,放型砂3,使型砂3高于圈箱2约10mm并刮平,马上放好底箱4,再次放型砂3的同时将底箱4用螺栓5紧固在圈箱2上,放型砂3结束后舂紧刮平,造型结束。
24.经试验表明,1,与常规底箱对比,本底箱中约有一半需砂子成型的的区域被钢板替代,能够节约近一半的用砂量;2,常规的底箱,箱筋低于箱框,其数值一般大于100mm。本底箱有一半的区域被钢板封闭,同时底箱的刚度好,所以在底箱高度方向,可以比常规的底箱矮些,至少50mm。故节约近一半的底箱用砂量。
技术特征:
1.一种铸造用底箱,包括长方形的箱框,其特征在于:若干箱筋相互平行地焊接于所述的箱框的两长边之间,每一箱筋由两条平行的长钢板构成且与箱框等高,上平板和下平板分别焊接并覆盖在所述的箱框及各箱筋的上平面和下平面上;所述的上平板和下平板上分别开设有长孔,该长孔的位置和形状大小与相邻的两箱筋之间的区域相同且相通;位于各箱筋两条长钢板之间的箱框长边的内壁上开设有圆孔,使由两条长钢板、箱框的内壁与上平板和下平板所围成的内部空间与外界相通。2.根据权利要求1所述的铸造用底箱,其特征在于,在所述的箱框对称应边的外壁上还设有起吊轴。
技术总结
一种铸造用底箱,由箱框、箱筋、上平板、下平板和起吊轴构成,所述箱框内焊接有等高的箱筋,所述的上平板和下平板分别焊接在所述的箱框和箱筋的上、下表面;所述的上平板和下平板均开长孔,与所述箱筋所围区域相通;在所述的箱框上开设有圆孔,用于与外界相通。采用本实用新型,底箱的刚度好,能减少近一半的底箱用砂量,如果与合适高度的圈箱配合使用,还可以降低总体用砂量。同时,由于底箱一半区域与外界相通,浇注后的型砂散热能力提高,加快了铸件的冷却速度,可提高铸件底部本体的抗拉强度。度。度。
技术研发人员:高永建 张欢
受保护的技术使用者:中船海洋动力部件有限公司
技术研发日:2022.09.29
技术公布日:2023/3/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1