一种同时成型的多个开凿螺母毛胚铸造模具的制作方法
本技术属于一种铸造木模具,具体涉及一种同时成型的多个开凿螺母毛胚铸造模具,螺母生产模具。
背景技术:
1、开槽螺母的作用就是通过紧固穿过前后轮轮轴螺杆固定车辆前后轮轴,使车架和轮胎固定在一起。在现有技术中,开凿螺母与常规螺母的制作方式类似,都是通过铸造形成螺母主体结构之后,再通过螺纹切削设备,在主体结构表面铣削成螺纹;并以同样的方式,在螺母端部开凿;然而这种方式的缺陷在于;若采用切削方式开凿,对于切削工艺要求较高,因此螺母端面尺寸小,而且加工数量极大,所以频繁的处理对于切削刀具的磨损极大,需要频繁更换。因此,有必要设计一种能够直接成型开凿的铸造模具。
2、因此,有待进一步的改进。
技术实现思路
1、有鉴于此,本实用新型为克服现有技术中的缺陷提供—种同时成型的多个开凿螺母毛胚铸造模具,开凿成型高效,无需切削成型,降低生产成本,可批量成型。
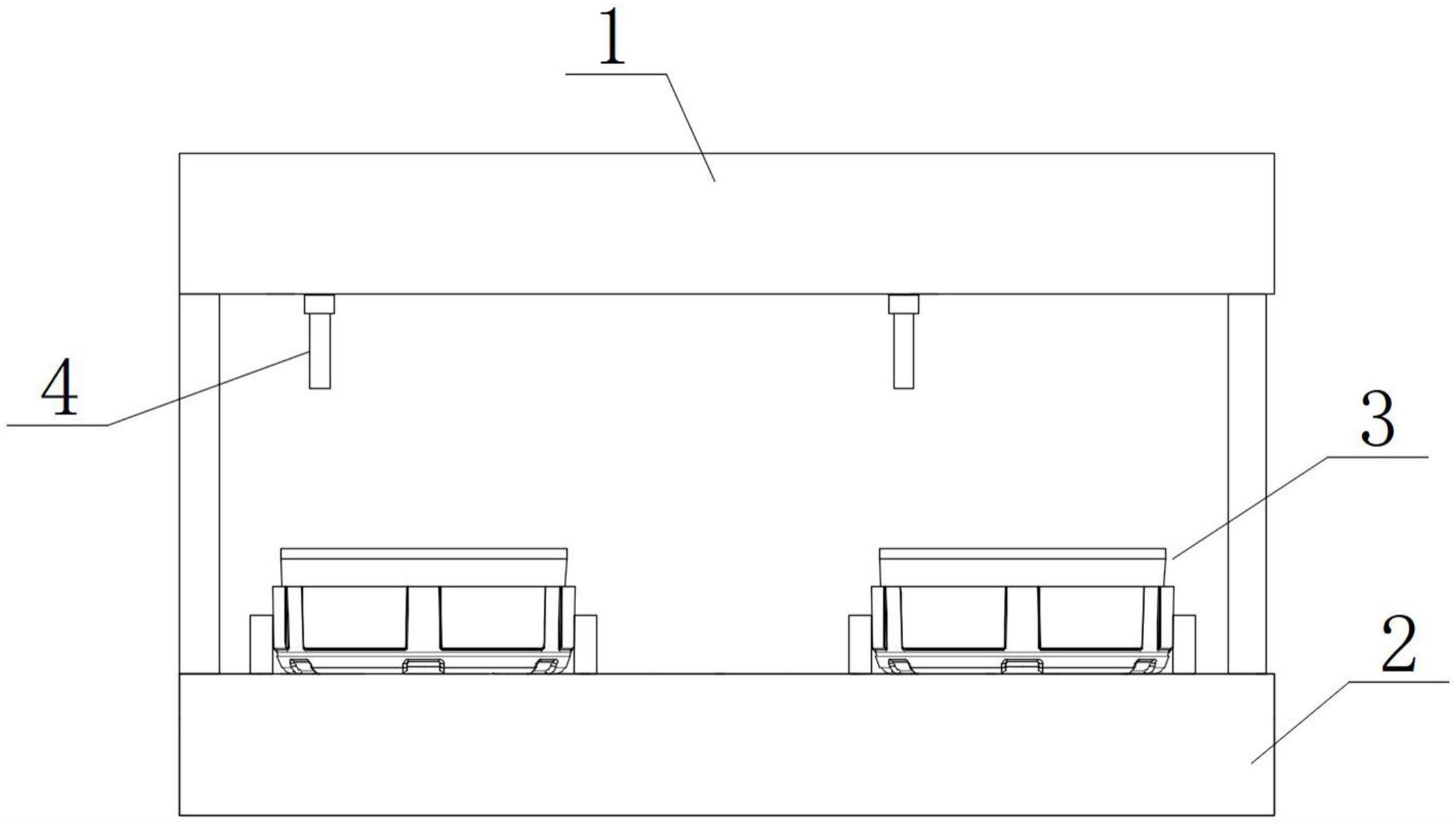
2、—种同时成型的多个开凿螺母毛胚铸造模具,包括上模和下模,其特征在于:所述的下模上设置有若干镶件;所述的镶件顶部设置有进胶口;所述的上模底部设置有进胶嘴;所述的进胶嘴与进胶口一一对应;所述的镶件相对进胶口的另一侧设置有顶针孔;所述的下模上相对顶针孔设置有顶针;所述的镶件具有开凿型腔。
3、优选的,所述的进胶嘴周向设置有密封凸台;所述密封凸台与进胶口内轮廓的形状尺寸匹配;所述的进胶嘴与密封凸台、镶件同轴。
4、优选的,所述的镶件还具有主体型腔;所述的主体型腔与开凿型腔连通;所述的进胶口开设于主体型腔顶部。
5、优选的,所述的开凿型腔位于主体型腔底部;所述的开凿型腔环绕主体型腔底部设置。
6、优选的,所述的开凿型腔包括若干个;每个所述的开凿型腔间隔凸起于所述主体型腔底部;每个开凿型腔之间槽体。
7、优选的,所述的下模上还设置有固定座;所述主体型腔通过螺钉固定于固定座内侧。
8、优选的,所述的下模内还设置有顶出气缸;所述的顶出气缸与顶针孔一一对应;所述的顶出气缸连接有顶针。
9、优选的,所述的顶针孔设置在两个开凿型腔之间的槽体上。
10、本实用新型具备以下有益效果:通过进胶嘴将溶液浇灌入主体型腔之后,溶液也会进入到开凿型腔当中;由于开凿型腔是按照螺母开凿数量、规格来设计的,所以能够直接形成螺母所需的开凿;待溶液凝固之后,通过顶出气缸将成型产品向外顶出即可。通过这种方式,在铸造过程当中,能够形成开凿,无需后期切削,大大降低工作强度,提高生产效率。
技术特征:
1.一种同时成型的多个开凿螺母毛胚铸造模具,包括上模和下模,其特征在于:所述的下模上设置有若干镶件;所述的镶件顶部设置有进胶口;所述的上模底部设置有进胶嘴;所述的进胶嘴与进胶口一一对应;所述的镶件相对进胶口的另一侧设置有顶针孔;所述的下模上相对顶针孔设置有顶针;所述的镶件具有开凿型腔。
2.根据权利要求1所述的一种同时成型的多个开凿螺母毛胚铸造模具,其特征在于:所述的进胶嘴周向设置有密封凸台;所述密封凸台与进胶口内轮廓的形状尺寸匹配;所述的密封凸台与镶件同轴。
3.根据权利要求2所述的一种同时成型的多个开凿螺母毛胚铸造模具,其特征在于:所述的镶件还具有主体型腔;所述的主体型腔与开凿型腔连通;所述的进胶口开设于主体型腔顶部。
4.根据权利要求3所述的一种同时成型的多个开凿螺母毛胚铸造模具,其特征在于:所述的开凿型腔位于主体型腔底部;所述的开凿型腔环绕主体型腔底部设置。
5.根据权利要求4所述的一种同时成型的多个开凿螺母毛胚铸造模具,其特征在于:所述的开凿型腔包括若干个;每个所述的开凿型腔间隔凸起于所述主体型腔底部;每个开凿型腔之间形成槽体。
6.根据权利要求5所述的一种同时成型的多个开凿螺母毛胚铸造模具,其特征在于:所述的下模上还设置有固定座;所述主体型腔通过螺钉固定于固定座内侧。
7.根据权利要求6所述的一种同时成型的多个开凿螺母毛胚铸造模具,其特征在于:所述的下模内还设置有顶出气缸;所述的顶出气缸与顶针孔一一对应;所述的顶出气缸连接有顶针。
8.根据权利要求7所述的一种同时成型的多个开凿螺母毛胚铸造模具,其特征在于:所述的顶针孔设置在两个开凿型腔之间的槽体上。
技术总结
本技术涉及—种同时成型的多个开凿螺母毛胚铸造模具,包括上模和下模,所述的下模上设置有若干镶件;所述的镶件顶部设置有进胶口;所述的上模底部设置有进胶嘴;所述的进胶嘴与进胶口一一对应;所述的镶件相对进胶口的另一侧设置有顶针孔;所述的下模上相对顶针孔设置有顶针;所述的镶件具有开凿型腔。通过进胶嘴将溶液浇灌入主体型腔之后,溶液也会进入到开凿型腔当中;由于开凿型腔是按照螺母开凿数量、规格来设计的,所以能够直接形成螺母所需的开凿;待溶液凝固之后,通过顶出气缸将成型产品向外顶出即可。
技术研发人员:柯清鹏,柯佳鑫
受保护的技术使用者:泉州双益机械有限公司
技术研发日:20220930
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!