模具系统的制作方法
本申请涉及模具,具体涉及一种模具系统。
背景技术:
1、在工业生产中,压铸工艺被广泛应用于各类产品的生产。在进行压铸工艺时,通常需要将模具型腔内的气体排出,以保证压铸件的质量。
2、由于在气体排出的过程中,气体的流速相对较高,会带动型腔内的料液随同气体一起排出,而料液遇冷固化后会阻塞模具,导致模具排气不良,并且,料液排出还会造成资源浪费。
3、因此,当前亟需一种模具系统,以降低料液阻塞模具的可能性。
技术实现思路
1、本申请提供一种模具系统,旨在降低料液阻塞模具的可能性。
2、本申请实施例提出了一种模具系统,其包括压射装置、压铸装置以及排流装置,压射装置被配置为提供料液;压铸装置包括第一端、第二端以及位于第一端和第二端之间的型腔,第一端与压射装置连通且用于接收压射装置提供的料液,料液沿流动方向由第一端经型腔流出第二端;排流装置与第二端连通且用于对沿流动方向流动的料液进行减速。
3、由此,排流装置能够对经第二端流出的料液进行减速,料液流速降低,得以使进入排流装置内的料液流量减少,从而能够降低料液堵塞排流装置的可能性,进而降低料液阻塞模具系统的概率,并且,料液排出量减少,还能够减少资源浪费。
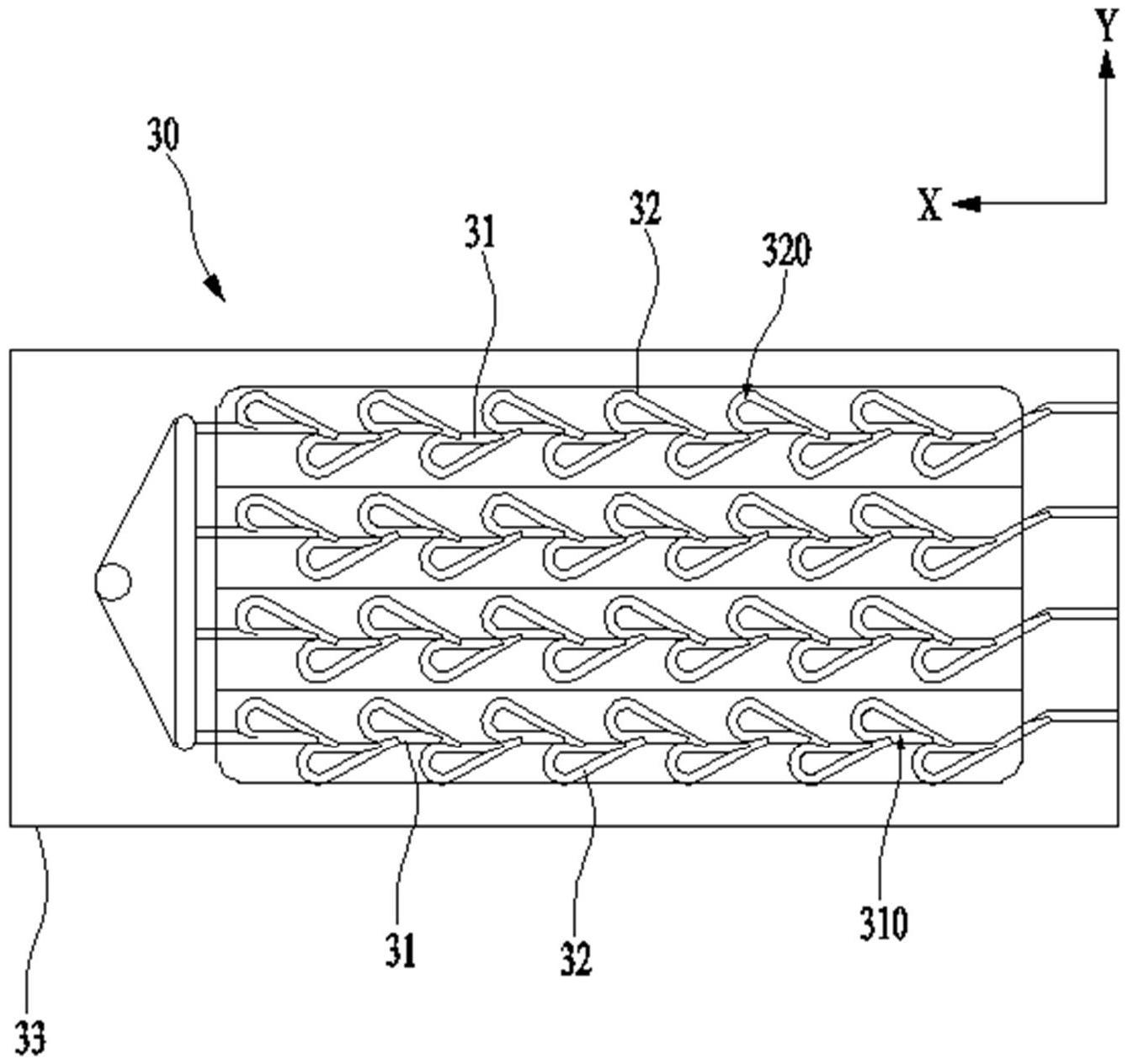
4、在一些实施方式中,排流装置包括主体构件和多个弯折构件,主体构件沿第一方向延伸,主体构件包括沿第一方向贯穿其自身的第一通道,第一通道与第二端连通;多个弯折构件连接于主体构件,多个弯折构件沿第一方向相继设置,各弯折构件均包括贯穿其自身的第二通道,第二通道的两端与第一通道均连通;其中,型腔中的料液通过第一通道沿第一方向排出,流出第二通道的料液的流向为第一流向,第一流向与第一方向之间的夹角为钝角。
5、由此,设置排流装置包括主体构件和多个弯折构件,流出第二通道的料液可以对流经第一通道的料液进行减速,利用此种减速原理,不仅能够取得对料液的良好减速效果,而且无需在排流装置内设置复杂的内部结构,降低了排流装置的加工难度。
6、在一些实施方式中,多个弯折构件设置于主体构件沿第二方向的至少一侧,第二方向垂直于第一方向。
7、由此,弯折构件具有多种设置形式,当多个弯折构件设置于主体构件的同一侧时,多个弯折构件能够较规律地排布于主体构件上,从而可以简化排流装置的结构形式;当多个弯折构件分设于主体构件的不同侧时,可以在一定程度上使得流经第一通道的料液能够较均匀地流入各个弯折构件内,从而增强对流经第一通道的料液的减速效果,进而提高排流装置的减速能力。
8、在一些实施方式中,多个弯折构件设置于主体构件沿第二方向相对的两侧,且沿第二方向彼此相对的弯折构件错开设置。
9、由此,可以进一步使得流经第一通道的料液能够均匀流入各个弯折构件内,从而增强对流经第一通道的料液的减速效果,进一步提高排流装置的减速能力。
10、在一些实施方式中,弯折构件包括第一部和连接于第一部的第二部,第一部和第二部均连接于主体构件,第一部和第二部连通以形成第二通道,其中,流出第一部的料液的流向为第一流向,第一流向与第一方向之间的夹角为钝角。
11、由此,弯折构件包括第一部和第二部,可以通过调整第一部和/或第二部的形状以改变弯折构件的形状,从而调整排流装置对料液的减速能力,增强排流装置的适配性。
12、在一些实施方式中,流入第二部的料液的流向为第二流向,第二流向与第一方向之间的夹角为锐角。
13、由此,在料液沿第一方向流动时,料液能够被更好地分流,能够增加流入第二部的料液的流量,进而能够增强对流经第一通道的料液的减速效果,因而能够提高排流装置的减速能力。
14、在一些实施方式中,第一部和第二部中的至少一者为弧形管状结构。
15、由此,设置第一部和第二部中的至少一者为弧形管状结构,弧形管状结构对料液的导向效果好,能够提高料液流动的通畅性,并且弧形管状结构的结构强度高,结构稳定性好。
16、在一些实施方式中,第一部和第二部均为直线形管状结构。
17、由此,第一部和第二部均为直线形管状结构,直线形管状结构能够降低料液流动的阻力,能够在一定程度上增强对流经第一通道的料液的减速效果,提高排流装置的减速能力,并且,直线形管状结构的结构形式简单,易于加工。
18、在一些实施方式中,弯折构件还包括第三部,第三部位于第一部和第二部之间,第三部连通第一部和第二部以形成第二通道。
19、由此,可以通过调整第三部的结构形式,以调节流经第二通道的料液的流速,从而调节对流经第一通道的料液的减速效果,进而调节排流装置的减速能力,以提高排流装置的适配性。
20、在一些实施方式中,第三部为弧形管状结构或直线形管状结构。
21、由此,设置第三部为弧形管状结构或直线形管状结构,可以调节流经第二通道的料液的流速,从而调节排流装置的减速能力,并且弧形管状结构和直线形管状结构的结构形式较为简单,易于加工,制作成本低。
22、在一些实施方式中,主体构件设置为多个,多个主体构件沿第二方向间隔设置,且各主体构件上均设置有弯折构件,第二方向垂直于第一方向。
23、由此,设置多个主体构件,能够提高排流装置的过流能力,并且在面对不同的压铸装置时,可以通过调整主体构件的数量,以调整排流装置的减速能力,进而提高排流装置的适配性。
24、在一些实施方式中,排流装置还包括集流构件,集流构件位于多个主体构件和压铸装置之间,集流构件用于连通多个主体构件的多个第一通道和第二端。
25、由此,可以免于在压铸装置上开设多个与第一通道连通的开口,降低了压铸装置的加工难度,并且还可以简化排流装置与压铸装置直接连接的操作工序。
26、在一些实施方式中,排流装置还包括汇流构件,汇流构件连接于多个主体构件并与多个主体构件的多个第一通道连通,汇流构件用于容纳由第一通道排出的料液。
27、由此,汇流构件能够收集经排流装置流出的料液,经汇流构件收集后的料液可以重复使用,能够减少资源浪费。
28、在一些实施方式中,排流装置还包括基体构件,基体构件可拆卸地连接于压铸装置,主体构件设置于基体构件。
29、由此,基体构件能够对主体构件以及设置于主体构件上的弯折构件起到保护作用,降低主体构件和弯折构件受到损伤的概率,并且,基体构件可拆卸地连接于压铸装置,还便于对排流装置进行拆解、维修或更换。
30、在一些实施方式中,模具系统还包括真空装置,真空装置连接于排流装置并与第一通道连通,真空装置被配置为对型腔抽真空。
31、由此,在压铸开始前,可以先启动真空装置,预先抽走型腔内的大部分气体,极大地减少气体留存量,可以改善因型腔内的气体残留而导致压铸件产生质量缺陷的问题。
技术特征:
1.一种模具系统,其特征在于,包括:
2.根据权利要求1所述的模具系统,其特征在于,所述排流装置包括:
3.根据权利要求2所述的模具系统,其特征在于,多个所述弯折构件设置于所述主体构件沿第二方向的至少一侧,所述第二方向垂直于所述第一方向。
4.根据权利要求3所述的模具系统,其特征在于,多个所述弯折构件设置于所述主体构件沿所述第二方向相对的两侧,且沿所述第二方向彼此相对的所述弯折构件错开设置。
5.根据权利要求2所述的模具系统,其特征在于,所述弯折构件包括第一部和连接于所述第一部的第二部,所述第一部和所述第二部均连接于所述主体构件,所述第一部和所述第二部连通以形成所述第二通道,
6.根据权利要求5所述的模具系统,其特征在于,流入所述第二部的料液的流向为第二流向,所述第二流向与所述第一方向之间的夹角为锐角。
7.根据权利要求5所述的模具系统,其特征在于,所述第一部和所述第二部中的至少一者为弧形管状结构。
8.根据权利要求5所述的模具系统,其特征在于,所述第一部和所述第二部均为直线形管状结构。
9.根据权利要求5所述的模具系统,其特征在于,所述弯折构件还包括第三部,所述第三部位于所述第一部和所述第二部之间,所述第三部连通所述第一部和所述第二部以形成所述第二通道。
10.根据权利要求9所述的模具系统,其特征在于,所述第三部为弧形管状结构或直线形管状结构。
11.根据权利要求2所述的模具系统,其特征在于,所述主体构件设置为多个,多个所述主体构件沿第二方向间隔设置,且各所述主体构件上均设置有所述弯折构件,所述第二方向垂直于所述第一方向。
12.根据权利要求11所述的模具系统,其特征在于,所述排流装置还包括集流构件,所述集流构件位于多个所述主体构件和所述压铸装置之间,所述集流构件用于连通多个所述主体构件的多个所述第一通道和所述第二端。
13.根据权利要求11所述的模具系统,其特征在于,所述排流装置还包括汇流构件,所述汇流构件连接于多个所述主体构件并与多个所述主体构件的多个所述第一通道连通,所述汇流构件用于容纳由所述第一通道排出的料液。
14.根据权利要求2所述的模具系统,其特征在于,所述排流装置还包括基体构件,所述基体构件可拆卸地连接于所述压铸装置,所述主体构件设置于所述基体构件。
15.根据权利要求1所述的模具系统,其特征在于,所述模具系统还包括真空装置,所述真空装置连接于所述排流装置的一端并与所述排流装置连通,所述真空装置被配置为对所述型腔抽真空。
技术总结
本申请涉及一种模具系统。该模具系统包括压射装置、压铸装置以及排流装置,压射装置被配置为提供料液;压铸装置包括第一端、第二端以及位于第一端和第二端之间的型腔,第一端与压射装置连通且用于接收压射装置提供的料液,料液沿流动方向由第一端经型腔流出第二端;排流装置与第二端连通且用于对沿流动方向流动的料液进行减速。本申请的排流装置能够对经第二端流出的料液进行减速,得以使进入排流装置内的料液流量减少,从而能够降低料液堵塞排流装置的可能性,进而降低料液阻塞模具系统的概率。
技术研发人员:吴凯,肖洒,孙磊
受保护的技术使用者:宁德时代新能源科技股份有限公司
技术研发日:20220930
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!