一种弯管砂芯铸造冒口的制作方法
1.本实用新型属于汽车零部件生产技术领域,尤其是一种弯管砂芯铸造冒口。
背景技术:
2.商用汽车发动机部件,尤其是发动机弯管,是商用汽车中的重要部件,它的质量好坏关系到发动机的使用寿命及安全,冒口组件是在铸型内人为设置的,在浇铸过程中用以排除铸腔体内的气体,使金属液体能够顺利充满型腔而设置的顺畅排除空气的通道,同时也是在浇铸后期,贮存金属液体的结构体,用以补偿铸件形成过程中可能产生的收缩,防止铸件产生缩孔,缩松并兼有排气、集渣、引导充型的作用。
3.铸型中,冒口的型腔是存贮液态金属的空腔,在铸件形成时补给金属,有防止缩孔、缩松、排气和集渣的作用,现有冒口由于其顶部设有敞开式进料管,使得冒口型腔内部的液态金属与空气长时间接触,保温效果较差,导致液态金属加速凝固,降低铸件成型质量。
技术实现要素:
4.为了克服现有技术中保温效果较差的缺陷,本实用新型提供了一种弯管砂芯铸造冒口,减少液态金属与空气接触时间,提高保温效果,增强铸件成型质量。
5.本实用新型解决其技术问题所采用的技术方案是:一种弯管砂芯铸造冒口,包括补缩部和缩颈部,所述补缩部和缩颈部内设置相互连通的保温腔,所述缩颈部上设有连通保温腔的气向阀,在所述补缩部底部设置耐火纤维孔板,在所述缩颈部上部设置冒口盖,在所述冒口盖上设有进料管,在所述进料管设有与冒口盖相匹配的扣盖。
6.作为本实用新型的进一步改进,所述补缩部为圆柱形空心结构。
7.作为本实用新型的进一步改进,所述缩颈部为下大上小的圆锥台空心结构,所述缩颈部底部与补缩部顶部相匹配。
8.作为本实用新型的进一步改进,所述冒口盖的周圈内壁设有内螺纹,所述内螺纹与缩颈部上部周圈外壁设有的外螺纹相互紧固。
9.作为本实用新型的进一步改进,所述进料管向下延伸到补缩部内腔底部。
10.作为本实用新型的进一步改进,所述进料管上部与冒口盖底部通过螺纹固定连接。
11.与现有技术相比,本实用新型具有的有益效果:
12.本实用新型操作方便,能够对冒口顶部的进液管进行关闭和打开,减少空气流入壳体内部,减少冒口内部的液态金属与空气进行大范围的接触,降低液态金属凝固速率,从而提高冒口的保温,进而提高铸件成型时的补缩效果。
附图说明
13.下面结合附图和具体实施方式对本实用新型作进一步的说明。
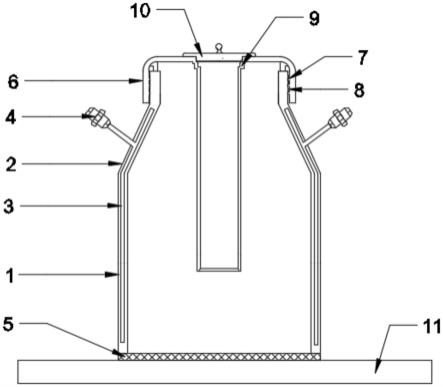
14.图1为本实用新型一种弯管砂芯铸造冒口的结构示意图。
15.图中:1、补缩部;2、缩颈部;3、保温腔;4、气向阀;5、耐火纤维孔板;6、冒口盖;7、内螺纹;8、外螺纹;9、进料管;10、扣盖;11、铸件。
具体实施方式
16.为了本实用新型的技术方案和有益效果更加清楚明白,下面结合具体实施例对本实用新型进行进一步的详细说明。
17.参照图1,本实用新型实施例公开了一种弯管砂芯铸造冒口,设置在铸件11的上部,为型砂所包围,冒口包括补缩部1和缩颈部2,所述补缩部1和缩颈部2内设置相互连通的保温腔3,保温腔3内充满高温蒸汽,利用高温蒸汽良好的隔热性能,使得整个冒口隔热和保温效果更好,减少冷却时间,进而提高铸造过程中的补缩效果,所述缩颈部2上设有连通保温腔3的气向阀4,在所述补缩部1底部设置耐火纤维孔板5,通过耐火纤维孔板5与铸件11连接,有利于成型后切割,在所述缩颈部2上部设置冒口盖6,通过冒口盖6进行密封,在所述冒口盖6上设有进料管9,所述进料管9向下延伸到补缩部1内腔底部,在所述进料管9设有与冒口盖6相匹配的扣盖10,通过延伸到液态金属的进料管9,减少空气与液态金属的接触面,并通过扣盖10进行密封,进而提高铸造过程中的补缩效果,使得整个冒口隔热和保温效果更好。
18.参照图1,所述补缩部1为圆柱形空心结构,所述缩颈部2为下大上小的圆锥台空心结构,所述缩颈部2底部与补缩部1顶部相匹配。在所述补缩部1和缩颈部2上均设有发热层,利用发热层的自发热效果,能够延长金属液紧固,提高补缩的效果。
19.参照图1,所述冒口盖6的周圈内壁设有内螺纹7,所述内螺纹7与缩颈部2上部周圈外壁设有的外螺纹8相互紧固。所述进料管9上部与冒口盖6底部通过螺纹固定连接。
20.应当理解,此处所描述的具体实施方式仅用于理解本实用新型,并不用于限定本实用新型,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
技术特征:
1.一种弯管砂芯铸造冒口,其特征在于:包括补缩部(1)和缩颈部(2),所述补缩部(1)和缩颈部(2)内设置相互连通的保温腔(3),所述缩颈部(2)上设有连通保温腔(3)的气向阀(4),在所述补缩部(1)底部设置耐火纤维孔板(5),在所述缩颈部(2)上部设置冒口盖(6),在所述冒口盖(6)上设有进料管(9),在所述进料管(9)设有与冒口盖(6)相匹配的扣盖(10)。2.根据权利要求1所述的一种弯管砂芯铸造冒口,其特征在于:所述补缩部(1)为圆柱形空心结构。3.根据权利要求2所述的一种弯管砂芯铸造冒口,其特征在于:所述缩颈部(2)为下大上小的圆锥台空心结构,所述缩颈部(2)底部与补缩部(1)顶部相匹配。4.根据权利要求1所述的一种弯管砂芯铸造冒口,其特征在于:所述冒口盖(6)的周圈内壁设有内螺纹(7),所述内螺纹(7)与缩颈部(2)上部周圈外壁设有的外螺纹(8)相互紧固。5.根据权利要求4所述的一种弯管砂芯铸造冒口,其特征在于:所述进料管(9)向下延伸到补缩部(1)内腔底部。6.根据权利要求5所述的一种弯管砂芯铸造冒口,其特征在于:所述进料管(9)上部与冒口盖(6)底部通过螺纹固定连接。
技术总结
本实用新型公开了一种弯管砂芯铸造冒口,属于汽车零部件生产技术领域,包括补缩部和缩颈部,所述补缩部和缩颈部内设置相互连通的保温腔,所述缩颈部上设有连通保温腔的气向阀,在所述补缩部底部设置耐火纤维孔板,在所述缩颈部上部设置冒口盖,在所述冒口盖上设有进料管,在所述进料管设有与冒口盖相匹配的扣盖,能够对冒口顶部的进液管进行关闭和打开,减少空气流入壳体内部,减少冒口内部的液态金属与空气进行大范围的接触,降低液态金属凝固速率,从而提高冒口的保温,进而提高铸件成型时的补缩效果。的补缩效果。的补缩效果。
技术研发人员:王鹏飞 苏培强 张波 马佰才 杨建军 张振强
受保护的技术使用者:山东惠宇汽车零部件有限公司
技术研发日:2022.10.13
技术公布日:2023/3/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1