一种塑料圆件内孔打磨设备的制作方法
本技术涉及塑料加工设备,尤其涉及一种塑料圆件内孔打磨设备。
背景技术:
1、在塑料制品的生产中,塑料制品的加工打磨是重要的一步,但打磨过程塑料制品内表面的打磨比较复杂,通过人工打磨由于固定不稳、定位不准,从而导致打磨效果差、精度差、工作效率低,而且降低了产品的质量和浪费了大量的物料,增加了企业成本,减少了企业效益。另外不同直径的塑料圆件内部打磨装置不能自动定位圆心和调整打磨力度,从而需要频繁的调节打磨杆与打磨件之间的距离,不仅操作复杂且工作强强度高,且人工上料,效率低,为了解决这一问题我们提出了一种用于不同圆形塑料件内部圆孔打磨的自动化装置。
技术实现思路
1、综上所述,为克服现有技术的不足,本实用新型提供一种塑料圆件内孔打磨设备。
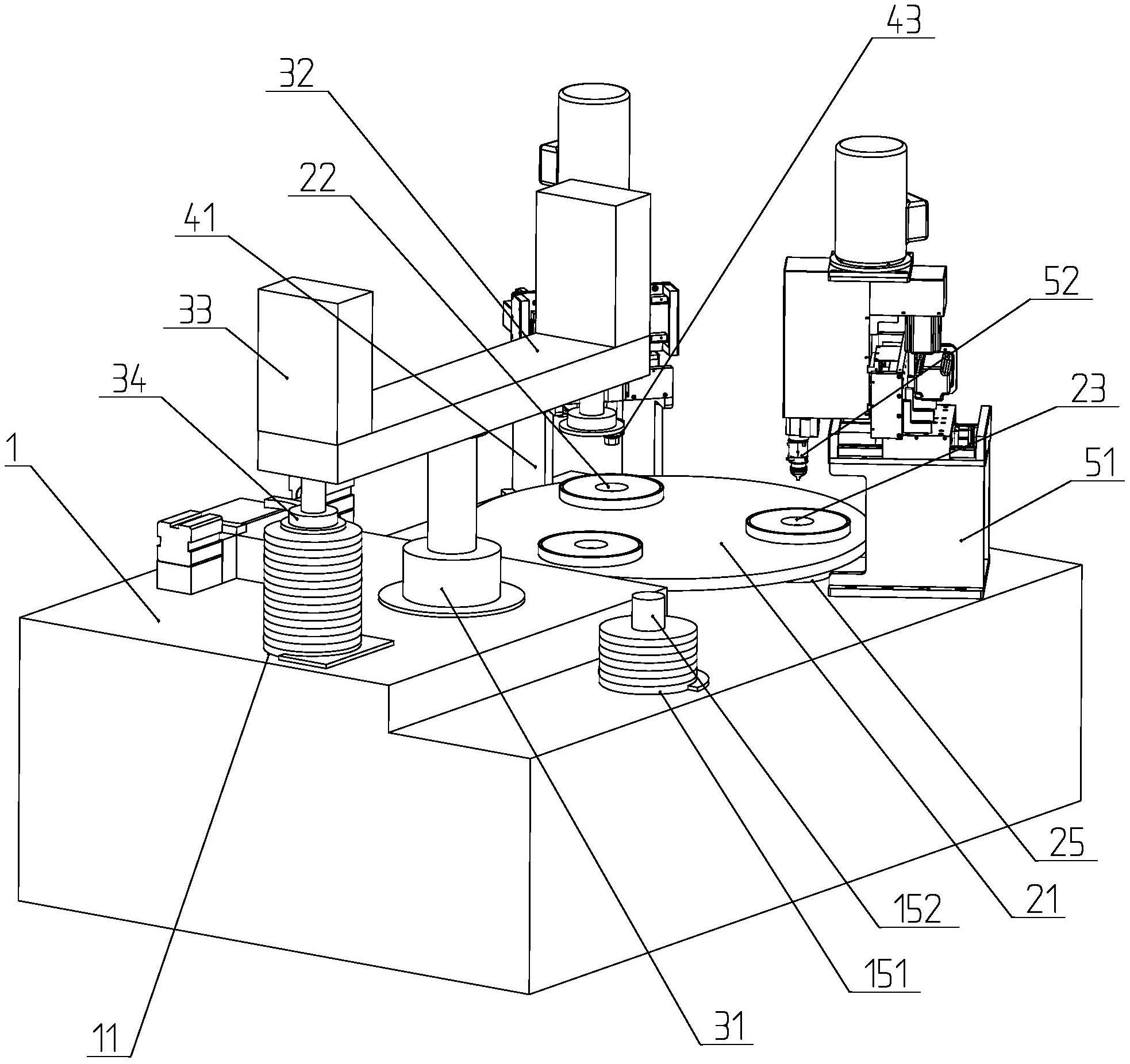
2、为实现上述目的,本实用新型提供了如下技术方案:一种塑料圆件内孔打磨设备,包括操作台和工作台,所述操作台中心设置有旋转升降吸盘机构,环绕旋转升降吸盘机四周依次设置有用于堆叠代加工圆件的堆料工位、用于调整定位代加工圆件圆心的定位工位、用于工作台上下料的第一工位和用于收取加工后圆件的收料工位,上述四工位之间等距设置,所述工作台包括用于安装工装夹具的转动圆盘和设置于转动圆盘下方用于驱动转动圆盘转动的第一驱动机构,所述转动圆盘上均匀设置有多个呈圆周分布的用于安装工装夹具的安装孔,所述旋转升降吸盘机构旋转路径与安装孔的圆心转动路径相切,所述第一工位设置于切点位置上,所述转动圆盘还设有打磨工位和清理工位,所述转动圆盘外侧对应打磨工位、清理工位的位置设置有打磨装置和清理装置。
3、通过采用上述技术方案, 在塑料圆件进行内孔打磨前,先对塑料圆件进行调整定位后,然后旋转升降吸盘机构将定位后的塑料圆件移动至第一工位进行上料,自动上料,取代人工上料,打磨更精准、不易偏心,打磨质量更稳定以及上料效率更高,降低工人的作业强度,降低人力成本;利用两圆相切的原理设置双机台,无需额外的移动装置实现两机台之间的上下料,简化结构,降低生产成本,同时相较于直线流水线生产,本设备的占地面积小,节约生产空间,同时双机台可同时工作,在保证高精度打磨质量的同时提高了打磨效率。
4、本实用新型进一步设置:所述定位工位上设置定位装置,所述定位装置包括定位台和设置于定位台两侧的推杆和气缸,所述定位块与推杆之间磁性连接,所述定位块对应推杆的一端设置有用于吸附推杆的磁铁,所述定位块内壁弧形设置,所述定位台中线设置有滑动槽,所述定位块下方设置有与滑动槽相适配的滑动部。
5、通过采用上述技术方案,两侧推杆在气缸的推进下同步向定位台中心推进,从而使堆积时可能偏移的圆件进行调整,而定位块与推杆磁性连接,可根据塑料圆件的外周直径的进行更换,从而用于不同规格的塑料圆件的加工,操作简单,实用性更高。
6、本实用新型进一步设置:所述工装夹具包括用于容纳代加工圆件的定位盘,所述定位盘内壁设置有弹性卡部,所述定位盘下方设置有与所述安装孔直径相适配的安装管部,所述定位盘中心设置有与安装管部相连通的落尘孔。
7、通过采用上述技术方案,设置弹性卡部防止塑料圆件在打磨时偏转,进一步提高加工质量,设置落尘孔和安装管部,打磨加工产生的塑料粉尘从落尘孔落下,避免堆积于定位盘内,减少对粉尘对打磨精度影响。
8、本实用新型进一步设置:所述安装管部下端两侧设置有用于与转动圆盘可拆卸连接的连接部,所述连接部与转动圆盘之间通过紧固件连接,所述安装孔两侧设置有用于供连接部穿过的通孔部。
9、通过采用上述技术方案,将连接部对准通孔部插入后转动定位盘,然后通过紧固件将连接部与转动圆盘进行固定,防止工装夹具的摆动,进一步提高工装夹具的稳定性,同时可根据塑料圆件的外周直径的进行更换工装夹具,适用性更高。
10、本实用新型进一步设置:所述打磨装置包括安装座、设置于安装座上的三轴移动机构和设置于三轴移动机构上的打磨机构,所述打磨机构设置于打磨工位的上方,所述打磨工位下方设置有集尘盒。
11、通过采用上述技术方案,三轴移动机构包括纵向移动机构、横向移动机构和升降移动机构,能对打磨机构进行多方位自动化调整,不需要反复拆装,节省了加工时间、提高了加工效率且节省了加工成本;而设置集尘盒用于接收从落尘孔落下的塑料粉尘,方便清理,减少粉末弥漫到空气中。
12、本实用新型进一步设置:所述清理装置包括基架、设置于基架上的三轴移动机构和设置于三轴移动机构上的空气喷枪,所述空气喷枪设置于所述清理工位上方,所述清理工位下方设置有集尘槽,所述集尘槽下方设置吸尘装置。
13、通过采用上述技术方案,清理装置全方位冲洗加工圆件的表面,同时避免残留的粉尘划伤塑料圆件的表面,提高产品质量,且配合下方的吸尘装置,从落尘孔吸取粉尘,避免粉尘飞扬。
14、本实用新型进一步设置:所述收料工位上设置有收料盘,所述收料盘包括底盘和设置于底盘上的定位柱,所述定位柱的直径与圆件的内壁的直径相适配。
15、通过采用上述技术方案,收料工位设置有定位部,收料盘可人工上、下料,亦可设置输送装置和推料机构实现自动化,收料盘上设置定位柱,确保加工完成的塑料圆件的内孔质量合格才能通过定位柱落下。
16、本实用新型进一步设置:所述清理工位与第一工位之间设置有检测工位,所述检测工位一侧设置有检测装置。
17、通过采用上述技术方案,设置检测装置在下料之前检测质量,进一步确保产品加工质量。
18、本实用新型进一步设置:所述旋转升降吸盘机构包括旋转基座和设置于旋转基座上的延伸架,所述延伸架中心与旋转基座连接,所述延伸架两端分别设置有升降组件,所述升降组件下方设置电磁吸盘组件,所述延伸架长度与切点到旋转基座圆心的距离相适配。
19、通过采用上述技术方案,两组升降组件和电磁吸盘的设置,使得操作台相对设置的两工位可同时进行吸附或放置的操作,效率更高。
20、下面结合附图及实施例描述本实用新型具体实施方式。
技术特征:
1.一种塑料圆件内孔打磨设备,其特征在于:包括操作台和工作台,所述操作台中心设置有旋转升降吸盘机构,环绕旋转升降吸盘机四周依次设置有用于堆叠代加工圆件的堆料工位、用于调整定位代加工圆件圆心的定位工位、用于工作台上下料的第一工位和用于收取加工后圆件的收料工位,上述四工位之间等距设置,所述工作台包括用于安装工装夹具的转动圆盘和设置于转动圆盘下方用于驱动转动圆盘转动的第一驱动机构,所述转动圆盘上均匀设置有多个呈圆周分布的用于安装工装夹具的安装孔,所述旋转升降吸盘机构旋转路径与安装孔的圆心转动路径相切,所述第一工位设置于切点位置上,所述转动圆盘还设有打磨工位和清理工位,所述转动圆盘外侧对应打磨工位、清理工位的位置设置有打磨装置和清理装置。
2.根据权利要求1所述的一种塑料圆件内孔打磨设备,其特征在于:所述定位工位上设置定位装置,所述定位装置包括定位台和设置于定位台两侧的推杆和气缸,所述推杆与定位块之间磁性连接,所述定位块对应推杆的一端设置有用于吸附推杆的磁铁,所述定位块内壁弧形设置,所述定位台中线设置有滑动槽,所述定位块下方设置有与滑动槽相适配的滑动部。
3.根据权利要求1所述的一种塑料圆件内孔打磨设备,其特征在于:所述工装夹具包括用于容纳代加工圆件的定位盘,所述定位盘内壁设置有弹性卡部,所述定位盘下方设置有与所述安装孔直径相适配的安装管部,所述定位盘中心设置有与安装管部相连通的落尘孔。
4.根据权利要求3所述的一种塑料圆件内孔打磨设备,其特征在于:所述安装管部下端两侧设置有用于与转动圆盘可拆卸连接的连接部,所述连接部与转动圆盘之间通过紧固件连接,所述安装孔两侧设置有用于供连接部穿过的通孔部。
5.根据权利要求3所述的一种塑料圆件内孔打磨设备,其特征在于:所述打磨装置包括安装座、设置于安装座上的三轴移动机构和设置于三轴移动机构上的打磨机构,所述打磨机构设置于打磨工位的上方,所述打磨工位下方设置有集尘盒。
6.根据权利要求3所述的一种塑料圆件内孔打磨设备,其特征在于:所述清理装置包括基架、设置于基架上的三轴移动机构和设置于三轴移动机构上的空气喷枪,所述空气喷枪设置于所述清理工位上方,所述清理工位下方设置有集尘槽,所述集尘槽下方设置吸尘装置。
7.根据权利要求1所述的一种塑料圆件内孔打磨设备,其特征在于:所述收料工位上设置有收料盘,所述收料盘包括底盘和设置于底盘上的定位柱,所述定位柱的直径与圆件的内壁的直径相适配。
8.根据权利要求1所述的一种塑料圆件内孔打磨设备,其特征在于:所述清理工位与第一工位之间设置有检测工位,所述检测工位一侧设置有检测装置。
9.根据权利要求1所述的一种塑料圆件内孔打磨设备,其特征在于:所述旋转升降吸盘机构包括旋转基座和设置于旋转基座上的延伸架,所述延伸架中心与旋转基座连接,所述延伸架两端分别设置有升降组件,所述升降组件下方设置电磁吸盘组件,所述延伸架长度与切点到旋转基座圆心的距离相适配。
技术总结
本技术涉及一种塑料圆件内孔打磨设备,包括操作台和工作台,操作台中心设置有旋转升降吸盘机构,环绕旋转升降吸盘机四周依次设置有堆料工位、定位工位、第一工位和收料工位,上述四工位之间等距设置,工作台包括转动圆盘和用于驱动转动圆盘转动的第一驱动机构,转动圆盘上均匀设置有多个呈圆周分布的用于安装工装夹具的安装孔,旋转升降吸盘机构旋转路径与安装孔的圆心转动路径相切,第一工位设置于切点位置上,转动圆盘还设有打磨工位和清理工位,转动圆盘外侧对应打磨工位、清理工位的位置设置有打磨装置和清理装置。通过采用上述技术方案,自动上料,打磨质量稳定,上料效率更高;简化结构,节约生产空间,双机台同时工作,提高打磨效率。
技术研发人员:李泽星
受保护的技术使用者:温州星悦塑业有限公司
技术研发日:20221019
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!