管道磨削机的定位装置的制作方法
1.本实用新型涉及玻璃钢管道的生产加工设备,具体涉及玻璃钢管道外表面粘接处的磨削设备。
背景技术:
2.玻璃钢管道粘接表面需要作锥面处理,或者圆柱面处理。该种表面处理可以采用旋转半径可调式硬质合金刀刮削,或者,多定心轮固定式磨削方式进行加工。其中,旋转半径可调式硬质合金刀刮削方式,采用定长合金刀片,不同粘接面长度配置不同长度的合金刀片,实现旋转半径可调。多定心轮固定式磨削方式,适用于小规格管道磨削组合,否则无法满足现场使用的便携性能。
技术实现要素:
3.本实用新型所解决的技术问题:如何使管道磨削机适应不同管道粘接表面的磨削要求。
4.为解决上述技术问题,本实用新型提供如下技术方案:管道磨削机的定位装置,包括定心轮装置和滚珠定位装置,滚珠定位装置设置在定心轮装置上,定心轮装置包括定心轮轴,定心轮轴上设有若干轴向分布的定位槽,滚珠定位装置包括配合在定心轮轴上的旋转套,旋转套上设有滚珠孔位,滚珠孔位中配合有滚珠,滚珠孔位中螺接有紧固螺钉,在紧固螺钉的驱动下,滚珠能够嵌入所述定位槽。
5.定心轮装置插入玻璃钢管道内,玻璃钢管道被定位在定心轮装置上。
6.操作者松动紧固螺钉,可以轴向位移旋转套,调整旋转套在定心轮轴上的位置。
7.设有磨轮的磨削装置安装在所述旋转套上,磨削装置位于玻璃钢管道外,磨轮接触玻璃钢管道的外表面。操作者旋转磨削装置,磨削装置及旋转套围绕定心轮轴旋转,磨轮围绕玻璃钢管道外表面旋转,对玻璃钢管道外表面磨削。
8.上述旋转套相对定心轮轴位置的调节,使得磨轮相对玻璃钢管道的轴向位置得到调节。如此,能够调节锥形磨轮对玻璃钢管道表面的磨削深度,或者,能够调节圆柱形磨轮对玻璃钢管道表面的磨削位置,使管道磨削机适应不同管道粘接表面的磨削要求。
附图说明
9.下面结合附图对本实用新型做进一步的说明:
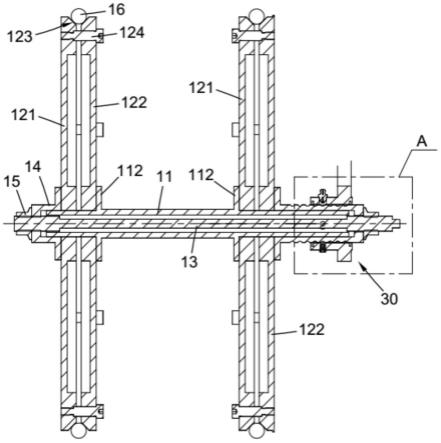
10.图1为管道磨削机的定位装置的示意图;
11.图2为管道磨削机的定位装置的剖视图;
12.图3为图2中a处放大图。
13.图中符号说明:
14.10、定心轮装置;11、定心轮轴;112、定位凸缘;12、定心轮;121、左侧定心轮板;122、右侧定心轮板;123、v形槽;124、轴肩螺钉;13、锁杆;14、压头;15、压紧螺母;16、弹簧;
15.30、滚珠定位装置;31、定位槽;32、旋转套;320、滚珠孔位;331、注油孔位;33、滚珠;34、紧固螺钉;35、注油螺塞。
具体实施方式
16.结合图1至图3,管道磨削机的定位装置,包括定心轮装置10和滚珠定位装置30,滚珠定位装置设置在定心轮装置上,定心轮装置包括定心轮轴11,定心轮轴上设有若干轴向分布的定位槽31,滚珠定位装置包括配合在定心轮轴上的旋转套32,旋转套上设有滚珠孔位320,滚珠孔位中配合有滚珠33,滚珠孔位中螺接有紧固螺钉34,在紧固螺钉的驱动下,滚珠能够嵌入所述定位槽。
17.实际操作中,设有磨轮的磨削装置安装在所述旋转套32上,磨削装置位于玻璃钢管道外。定心轮装置10插入玻璃钢管道内,玻璃钢管道被定位在定心轮装置10上。操作者松动紧固螺钉34,可以轴向位移旋转套32,调整旋转套在定心轮轴11上的位置。磨削装置随动于旋转套32,磨削装置相对玻璃钢管道的轴向位置得到调整,进而,磨削装置的磨轮相对玻璃钢管道的轴向位置得到调整。锥形磨轮对玻璃钢管道表面的磨削深度,或者,圆柱形磨轮对玻璃钢管道表面的磨削位置得到调整。
18.磨轮相对玻璃钢管道的轴向位置调整后,操作者旋转磨削装置,磨削装置围绕定心轮轴11旋转的同时,磨轮围绕玻璃钢管道外表面旋转,由电机驱动而旋转的磨轮对玻璃钢管道外表面的粘接面进行磨削。
19.旋转套32上设有注油孔位331,注油孔位中螺接有注油螺塞35。操作者通过注油螺塞和注油孔位对定位槽31进行注油,以润滑定位槽31及其中的滚珠33。
20.定心轮轴11上设有一对定心轮12,任一定心轮包括能够轴向靠拢的左侧定心轮板121和右侧定心轮板122,左侧定心轮板和右侧定心轮板的外围设有v形槽123,v形槽中配合有弹簧16。
21.实际操作中,定心轮装置10的一对定心轮12插入玻璃钢管道内,操作者驱动一对定心轮12的左侧定心轮板121和右侧定心轮板122,使任一对定心轮12的左侧定心轮板和右侧定心轮板靠拢,v形槽123变窄而挤压弹簧,弹簧被涨开,直径变大。弹簧的外圈与玻璃钢管道内壁相抵,玻璃钢管道被定位在定心轮装置10上。
22.本实用新型的定心轮装置10,通过涨开的弹簧16定位玻璃钢管道,能够适应不同内径的玻璃钢管道。
23.定心轮轴11中空,定心轮轴中配合有锁杆13,锁杆两端突出定心轮轴,锁杆的两端连接有压头14,两个压头能够分别压紧一对定心轮12的左侧定心轮板121和右侧定心轮板122。
24.设锁杆13的左端连接有左压头,锁杆的右端连接有右压头,一对定心轮12分别为位于定心轮轴11左端的左定心轮、位于定心轮轴右端的右定心轮,左压头作用于左定心轮的左侧定心轮板,使该左侧定心轮板轴向靠拢右侧定心轮板,右压头作用于右定心轮的右侧定心轮板,使该右侧定心轮板轴向靠拢左侧定心轮板。
25.所述定位槽31开设在右压头上,旋转套32配合在右压头上。
26.锁杆13的两端螺接有压紧螺母15,压紧螺母作用于压头14,使压头能够压紧定心轮的左侧定心轮板121和右侧定心轮板122。锁杆的左端螺接有左压紧螺母,锁杆的右端螺
接有右压紧螺母,左压紧螺母作用于左压头,右压紧螺母作用于右压头。操作者用扳手驱动左压紧螺母,左压紧螺母驱动左压头,左压头驱动左定心轮的左侧定心轮板沿定心轮轴11位移而靠拢右侧定心轮板。操作者用扳手驱动右压紧螺母,右压紧螺母驱动右压头,右压头驱动右定心轮的右侧定心轮板沿定心轮轴11位移而靠拢左侧定心轮板。
27.任一定心轮12的左侧定心轮板121和右侧定心轮板122之间连接有轴肩螺钉124。轴肩螺钉124除了具有连接左侧定心轮板121和右侧定心轮板122的作用外,还对左侧定心轮板121和右侧定心轮板122的靠拢和远离进行导向。
28.定心轮轴11上设有定位凸缘112,定位凸缘与压头14相向设置,定心轮12位于定位凸缘和压头之间。左定心轮位于左定位凸缘和左压头之间,右定心轮位于右定位凸缘和右压头之间。左定位凸缘限制左定心轮的右侧定心轮板,如此,在左压头的作用下,左定心轮的左侧定心轮板才能靠拢右侧定心轮板。右定位凸缘限制右定心轮的左侧定心轮板,如此,在右压头的作用下,右定心轮的右侧定心轮板才能靠拢左侧定心轮板。
29.以上内容仅为本实用新型的较佳实施方式,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.管道磨削机的定位装置,包括定心轮装置(10)和滚珠定位装置(30),滚珠定位装置设置在定心轮装置上,定心轮装置包括定心轮轴(11),其特征在于:定心轮轴上设有若干轴向分布的定位槽(31),滚珠定位装置包括配合在定心轮轴上的旋转套(32),旋转套上设有滚珠孔位(320),滚珠孔位中配合有滚珠(33),滚珠孔位中螺接有紧固螺钉(34),在紧固螺钉的驱动下,滚珠能够嵌入所述定位槽。2.如权利要求1所述的管道磨削机的定位装置,其特征在于:旋转套(32)上设有注油孔位(331),注油孔位中螺接有注油螺塞(35)。3.如权利要求1所述的管道磨削机的定位装置,其特征在于:定心轮轴(11)上设有一对定心轮(12),任一定心轮包括能够轴向靠拢的左侧定心轮板(121)和右侧定心轮板(122),左侧定心轮板和右侧定心轮板的外围设有v形槽(123),v形槽中配合有弹簧(16)。4.如权利要求3所述的管道磨削机的定位装置,其特征在于:定心轮轴(11)中空,定心轮轴中配合有锁杆(13),锁杆两端突出定心轮轴,锁杆的两端连接有压头(14),两个压头能够分别压紧一对定心轮(12)的左侧定心轮板(121)和右侧定心轮板(122)。5.如权利要求4所述的管道磨削机的定位装置,其特征在于:锁杆(13)的两端螺接有压紧螺母(15),压紧螺母作用于压头(14),使压头能够压紧定心轮的左侧定心轮板(121)和右侧定心轮板(122)。6.如权利要求3所述的管道磨削机的定位装置,其特征在于:任一定心轮(12)的左侧定心轮板(121)和右侧定心轮板(122)之间连接有轴肩螺钉(124)。
技术总结
本实用新型公开了管道磨削机的定位装置,包括定心轮装置和滚珠定位装置,滚珠定位装置设置在定心轮装置上,定心轮装置包括定心轮轴,定心轮轴上设有若干轴向分布的定位槽,滚珠定位装置包括配合在定心轮轴上的旋转套,旋转套上设有滚珠孔位,滚珠孔位中配合有滚珠,滚珠孔位中螺接有紧固螺钉,在紧固螺钉的驱动下,滚珠能够嵌入所述定位槽。松动紧固螺钉,可以轴向位移旋转套,调整旋转套在定心轮轴上的位置,使得磨轮相对玻璃钢管道的轴向位置得到调节。如此,能够调节磨轮对玻璃钢管道表面的磨削位置,使管道磨削机适应不同管道粘接表面的磨削要求。的磨削要求。的磨削要求。
技术研发人员:张喜义 陈和龙 周林华 周良军
受保护的技术使用者:苏州久美玻璃钢股份有限公司
技术研发日:2022.10.31
技术公布日:2023/3/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1