用于球头零件表面连续喷液淬火的装卡装置的制作方法
1.本实用新型属于机械加工工装技术领域,具体涉及一种用于球头零件表面连续喷液淬火的装卡装置。
背景技术:
2.球头零件是一种常见的机械零部件,如图1所示,该类零件被广泛应用于各种领域。生产时常需要对球面进行表面淬火,以提高表面硬度,进而提高使用寿命。表面淬火是通过电磁感应加热零件表面,进行连续喷液或浸液淬火的一种热处理工艺过程。表面淬火时需将零件装卡在淬火机床上,然后进行连续喷液淬火,或者加热到淬火温度后进行浸液淬火。由于球头零件一端为球面,连续喷液淬火需要沿球面曲线运动,因此普通机床无法直接装卡进行连续喷液感应淬火,只能采用制作仿形感应器进行加热,待达到淬火温度后再进行浸液淬火,能源消耗大,生产效率低,且硬度相对连续喷液淬火要低。
技术实现要素:
3.本实用新型的目的在于提供一种用于球头零件表面连续喷液淬火的装卡装置,采用普通淬火机床也能实现球头零件表面的连续喷液淬火,解决了采用制作仿形感应器淬火导致的能源消耗大、生产效率低及淬火质量低的问题。
4.本实用新型所采用的技术方案是:用于球头零件表面连续喷液淬火的装卡装置,包括圆球形且相对两头并列开设平面的装卡本体,装卡本体的平面中心沿轴向均开设有卡接孔,装卡本体的曲面上相对两头分别固定连接有均与卡接孔垂直的轴头。
5.本实用新型的特点还在于,
6.装卡本体的球半径不大于球头零件的球半径。
7.装卡本体的曲面上开设有贯通至卡接孔并与之垂直的螺孔,螺孔内配合连接有压紧螺栓。
8.装卡本体的平面两两相对共开设有多对。
9.装卡本体的平面两两相对共开设有两对。
10.本实用新型的有益效果是:本实用新型的用于球头零件表面连续喷液淬火的装卡装置,使球头类零件能够使用普通淬火机床进行连续喷液淬火,提高了淬火质量和生产效率,且能连续和重复使用,节省能源,有效降低批量生产成本。
附图说明
11.图1是球头零件的结构示意图;
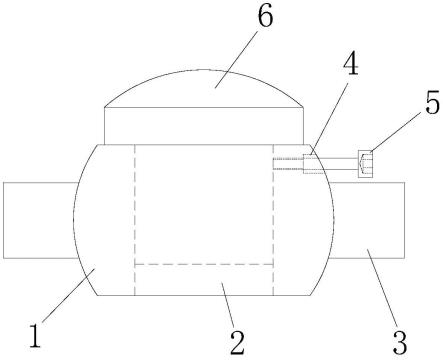
12.图2是本实用新型的用于球头零件表面连续喷液淬火的装卡装置的结构示意图;
13.图3是图2中本实用新型的用于球头零件表面连续喷液淬火的装卡装置的俯视图;
14.图4是图2中本实用新型的用于球头零件表面连续喷液淬火的装卡装置的轴向剖面左视图;
15.图5是图2中本实用新型的用于球头零件表面连续喷液淬火的装卡装置装卡球头零件时的状态示意图;
16.图6是普通淬火机床中自喷感应器的结构示意图;
17.图7是图6的a-a视图;
18.图8是本实用新型的装卡装置用于球头零件表面连续喷液淬火时的流程状态图;
19.图9是本实用新型的用于球头零件表面连续喷液淬火的装卡装置采用四个卡接孔时的状态示意图。
20.图中,1.装卡本体,2.卡接孔,3.轴头,4.螺孔,5.压紧螺栓,6.球头零件,7.自喷感应器;
21.71.方铜管;72.喷水孔;73.导磁体。
具体实施方式
22.下面结合附图以及具体实施方式对本实用新型进行详细说明。
23.本实用新型提供了一种用于球头零件表面连续喷液淬火的装卡装置,如图2至图4所示,包括圆球形且相对两头并列开设平面的装卡本体1,装卡本体1的球半径不大于球头零件6的球半径。装卡本体1的平面中心沿轴向均开设有卡接孔2,装卡本体1的曲面上相对两头分别固定连接有均与卡接孔2垂直的轴头3。
24.如图5所示,如果要使球头零件6在装卡时更加稳定,可以在装卡本体1的曲面上开设贯通至卡接孔2并与之垂直的螺孔4,在螺孔4内配合连接压紧螺栓5,进行压紧装卡,更加安全。
25.如图6和图7所示,普通淬火机床的自喷感应器7包括用于电磁感应加热的导磁体73和用于喷液淬火的喷水孔72,喷水孔72通过方铜管71提供喷液。但自喷感应器7的整体形状为弧形或环形,加热各类轴、棒、管形零件时,自喷感应器7与上述零件的轴向平行且相对直线运动尚可完成对上述零件的曲面进行连续加热和喷液淬火,但对于球头零件的球面,为了保证自喷感应器7加热淬火时与球面间距始终均衡,就得让自喷感应器7沿球面曲线运动,普通淬火机床无法完成,而本实用新型让球头零件6的球面旋转通过自喷感应器7,能够保证经过自喷感应器7下方的球面被均匀连续喷液淬火,使得普通淬火机床也能实现球头零件表面的连续喷液淬火,提高了淬火质量和生产效率,且能连续和重复使用,节省能源,有效降低批量生产成本。
26.如图8所示,本实用新型装卡装置的使用方法是:
27.卧式机床:
28.通过前后两个轴头3将装卡本体1装置在机床上进行旋转,当装卡本体1旋转到卡接孔2水平位置时,如图8中(a)所示,将球头零件6的轴部装入卡接孔2;继续旋转当球头零件6的球面r进入自喷感应器7范围时,如图8中(b)所示,进行导磁体73通电并喷水孔72开始自喷感应淬火;继续旋转当球头零件6的球面r离开自喷感应器7范围时,如图8中(c)所示,停电并适时停止自喷冷却淬火;继续旋转当球头零件6轴线到达水平位置时,如图8中(d)所示,可取出球头零件6,也可不取;继续旋转当球头零件6球面r到达下端时,如图8中(e)所示,球头零件6会在重力作用下自动掉落;连续旋转,可以不停重复以上步骤,达到连续生产。
29.立式机床:
30.过程与卧式机床基本相同,只是当旋转到图8(e)位置时不能自动掉落,需要取出零件。
31.当球头零件6球面r比较大时,可以多加工为四个或更多放置球头零件6的平面,如图9所示,可以旋转一圈表淬更多球头零件6,提高生产效率。
技术特征:
1.用于球头零件表面连续喷液淬火的装卡装置,其特征在于,包括圆球形且相对两头并列开设平面的装卡本体(1),装卡本体(1)的平面中心沿轴向均开设有卡接孔(2),装卡本体(1)的曲面上相对两头分别固定连接有均与卡接孔(2)垂直的轴头(3)。2.如权利要求1所述的用于球头零件表面连续喷液淬火的装卡装置,其特征在于,所述装卡本体(1)的球半径不大于球头零件(6)的球半径。3.如权利要求1所述的用于球头零件表面连续喷液淬火的装卡装置,其特征在于,所述装卡本体(1)的曲面上开设有贯通至卡接孔(2)并与之垂直的螺孔(4),螺孔(4)内配合连接有压紧螺栓(5)。4.如权利要求1所述的用于球头零件表面连续喷液淬火的装卡装置,其特征在于,所述装卡本体(1)的平面两两相对共开设有多对。5.如权利要求4所述的用于球头零件表面连续喷液淬火的装卡装置,其特征在于,所述装卡本体(1)的平面两两相对共开设有两对。
技术总结
本实用新型公开的用于球头零件表面连续喷液淬火的装卡装置,包括圆球形且相对两头并列开设平面的装卡本体,装卡本体的平面中心沿轴向均开设有卡接孔,装卡本体的曲面上相对两头分别固定连接有均与卡接孔垂直的轴头。本实用新型的用于球头零件表面连续喷液淬火的装卡装置,使球头类零件能够使用普通淬火机床进行连续喷液淬火,提高了淬火质量和生产效率,且能连续和重复使用,节省能源,有效降低批量生产成本。生产成本。生产成本。
技术研发人员:李良
受保护的技术使用者:中冶陕压重工设备有限公司
技术研发日:2022.10.31
技术公布日:2023/1/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1