一种叶轮熔模铸造蜡模组焊结构的制作方法
本技术涉及熔模铸造,特别是涉及一种叶轮熔模铸造蜡模组焊结构。
背景技术:
1、熔模铸造是将蜡模表面包裹耐火材料,熔模失蜡后在高温下焙烧制成型壳,然后浇注得到精密铸件。熔模铸造适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,在航空航天、汽车等精度要求很高的零件上应用广泛。现有叶轮熔模铸造蜡模组焊结构制得的蜡模的叶片边缘或叶尖处就存在缺陷、表面渣孔的问题。
技术实现思路
1、本实用新型的目的是提供一种叶轮熔模铸造蜡模组焊结构,结构简单合理,降低次品率,产品质量高。
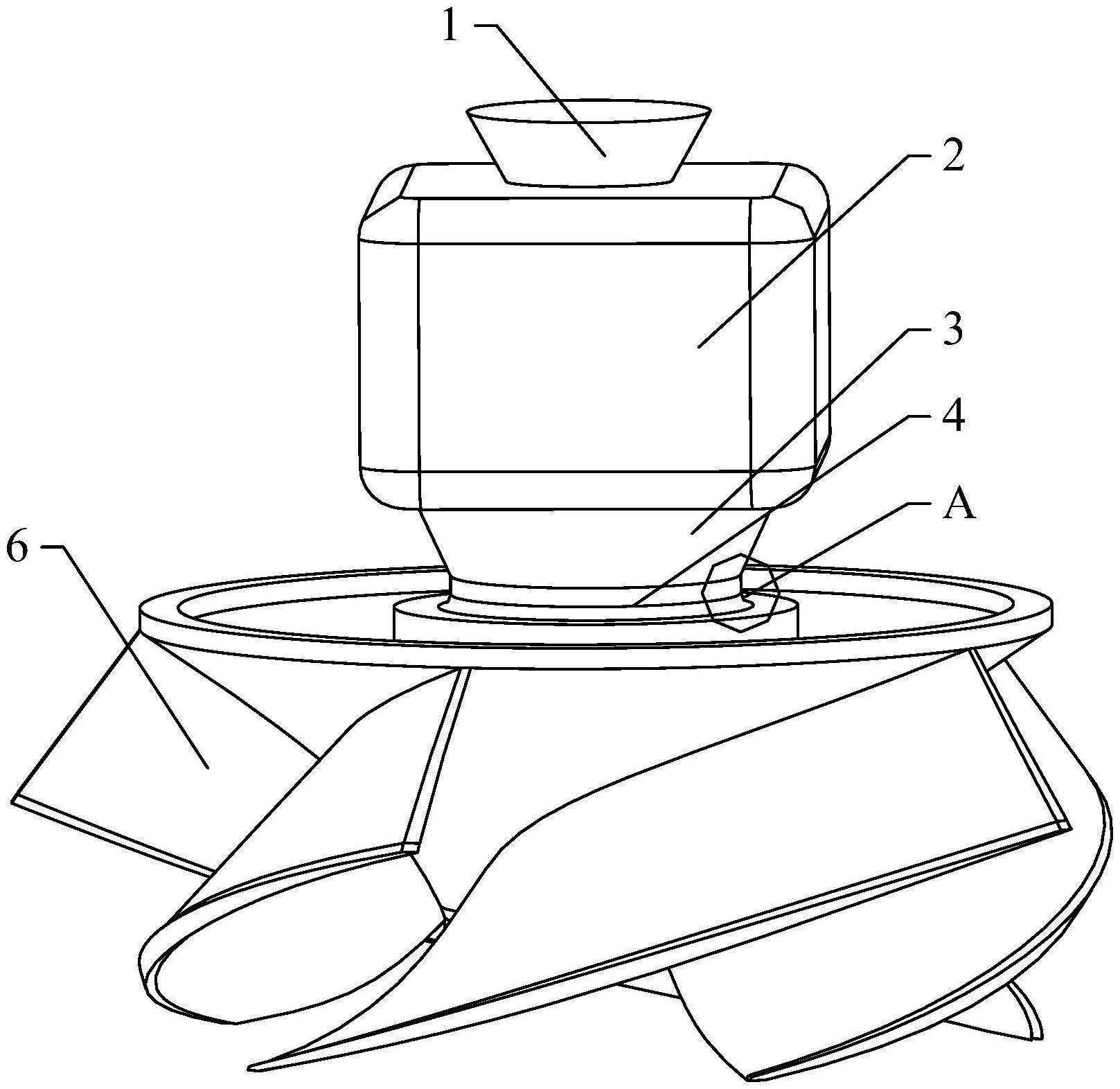
2、为实现上述目的,本实用新型提供了一种叶轮熔模铸造蜡模组焊结构,包括浇注系统蜡模和垂直设置在所述浇注系统蜡模下侧的叶轮蜡模;
3、所述浇注系统蜡模包括浇口杯蜡模、竖浇道蜡模和内浇道蜡模,所述浇口杯蜡模为锥形台结构设置在所述竖浇道蜡模的顶部中间,所述内浇道蜡模垂直连接在所述竖浇道蜡模的底部中间;
4、所述内浇道蜡模为横截面积由上向下逐渐减小的倒锥台结构,所述内浇道蜡模的底端设有与所述叶轮蜡模连接的连接部。
5、优选的,所述竖浇道蜡模为立方体结构,所述立方体结构的棱边、顶角均为弧形倒角。
6、优选的,所述内浇道蜡模顶端的横截面积、所述浇口杯蜡模顶端的横截面积均小于所述立方体结构的横截面积。
7、优选的,所述连接部的中部两侧均设有v形凹槽,所述凹槽的槽底为圆弧过渡结构。
8、优选的,所述浇口杯蜡模与所述竖浇道蜡模压制为一体结构。
9、优选的,所述内浇道蜡模与所述叶轮蜡模压制为一体结构。
10、因此,本实用新型采用上述结构的一种叶轮熔模铸造蜡模组焊结构,结构简单合理,降低次品率,产品质量高。
11、下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
技术特征:
1.一种叶轮熔模铸造蜡模组焊结构,其特征在于:包括浇注系统蜡模和垂直设置在所述浇注系统蜡模下侧的叶轮蜡模;
2.根据权利要求1所述的一种叶轮熔模铸造蜡模组焊结构,其特征在于:所述竖浇道蜡模为立方体结构,所述立方体结构的棱边、顶角均为弧形倒角。
3.根据权利要求2所述的一种叶轮熔模铸造蜡模组焊结构,其特征在于:所述内浇道蜡模顶端的横截面积、所述浇口杯蜡模顶端的横截面积均小于所述立方体结构的横截面积。
4.根据权利要求3所述的一种叶轮熔模铸造蜡模组焊结构,其特征在于:所述连接部的中部两侧均设有v形凹槽,所述凹槽的槽底为圆弧过渡结构。
5.根据权利要求4所述的一种叶轮熔模铸造蜡模组焊结构,其特征在于:所述浇口杯蜡模与所述竖浇道蜡模压制为一体结构。
6.根据权利要求5所述的一种叶轮熔模铸造蜡模组焊结构,其特征在于:所述内浇道蜡模与所述叶轮蜡模压制为一体结构。
技术总结
本技术公开了一种叶轮熔模铸造蜡模组焊结构,包括浇注系统蜡模和垂直设置在所述浇注系统蜡模下侧的叶轮蜡模,所述浇注系统蜡模包括浇口杯蜡模、竖浇道蜡模和内浇道蜡模,所述浇口杯蜡模为锥形台结构设置在所述竖浇道蜡模的顶部中间,所述内浇道蜡模垂直连接在所述竖浇道蜡模的底部中间,所述内浇道蜡模为横截面积由上向下逐渐减小的倒锥台结构,所述内浇道蜡模的底端设有与所述叶轮蜡模连接的连接部。本技术采用上述结构的一种叶轮熔模铸造蜡模组焊结构,结构简单合理,降低次品率,产品质量高。
技术研发人员:王占伟
受保护的技术使用者:保定市沧龙不锈钢精密铸造有限公司
技术研发日:20221123
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!