一种5G通讯设备的散热外壳压铸模的制作方法
本技术涉及压铸模设计领域,尤其是涉及一种5g通讯设备的散热外壳压铸模。
背景技术:
1、压铸,即压力铸造是近代金属加工工艺中发展较快的一种少无切削的特种铸造方法。它是将熔融金属在高压高速下充填铸型,并在高压下结晶凝固形成铸件的过程。压铸具有生产效率高,工序简单,铸件公差等级较高等优点,其也能适用于5g通讯设备的散热外壳的制作。
2、现在的5g通讯设备的散热外壳上通过会设置有多个厚度较小凸起,用于增加散热外壳的表面积,来调高散热效果,这些厚度较小的凸起在压铸模的型腔上需要对应设置厚度较小的凹槽来适配。而实际上5g通讯设备的散热外壳的样式很多,一些5g通讯设备的散热外壳上可能还会设置有深槽,而深槽会设置于部分凸起之间,这要在压铸模上加工出型腔来同时适配所有凸出和深槽的难度很大,加工精度难以得到保证,会影响成品5g通讯设备的散热外壳的精度。
3、另外,如果需要改变制作获得的上述5g通讯设备的散热外壳上的深槽的深度,则往往需要重新制作整个型腔,成本较高,也耗时较长。
技术实现思路
1、本实用新型的目的在于提供一种5g通讯设备的散热外壳压铸模,可以解决上述问题的一个或者多个。
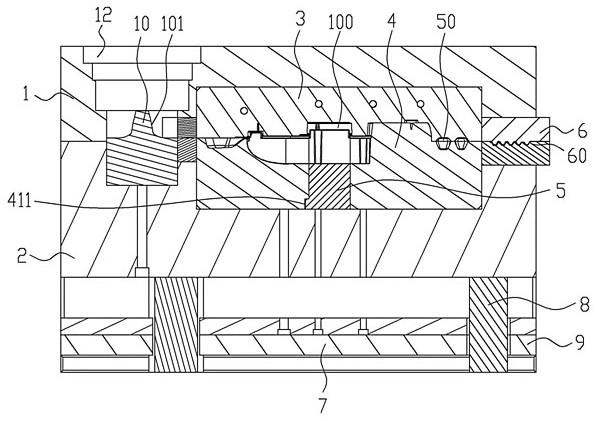
2、根据本实用新型的一个方面,提供了一种5g通讯设备的散热外壳压铸模,包括上模块、下模块、上模仁、下模仁、辅助块和排气机构,所述上模仁嵌装于上模块内,所述下模仁嵌装于下模块内,所述上模块和下模块相连接,所述上模仁和下模仁相连接,所述下模仁设有安装腔,所述辅助块安装在安装腔上,所述下模仁于所述安装腔的两侧设有多个第一半槽,所述辅助块设有多个第二半槽,多个所述第二半槽与多个第一半槽一一对应相连,所述上模仁、下模仁和辅助块共同围出型腔,所述排气机构被上模块和下模块所固定,并与型腔相连通。
3、本实用新型的有益效果是:本实用新型中,型腔能用于成型5g通讯设备的散热外壳,并且通过设置辅助块,其能方便于成型5g通讯设备的散热外壳上对应形成出深槽,并且通过设置第一半槽和第二半槽,其能共同于5g通讯设备的散热外壳上成型出散热凸起,并且该散热凸起也能位于其深槽上。本实用新型中由于辅助块可以独立加工获得,由此相对于整体加工而本实用新型的型腔能通过分步加工获得,大大降低加工难度,能有效提高加工精度。而且如果需要生产只改变了深槽深度的5g通讯设备的散热外壳,能只通过更换辅助块即可实现,有效降低了模具设计和加工成本,提高了效率。另外,本实用新型还设置有排气机构来便于在进行压铸时先排出型腔内的空气,以提高5g通讯设备的散热外壳的成型精度。
4、在一些实施方式,所述辅助块的侧部设有凸起,所述安装腔的侧部设有凹位,所述凸起嵌于凹位内。凸起和凹位的设置能增加辅助块与安装腔的接触面积,以此提高辅助块于安装腔上的固定可靠性。
5、在一些实施方式,所述上模仁和下模仁围出余料腔,所述余料腔的一端与型腔相连通,另一端与排气机构相连通。余料腔的设置,能方便在进行压铸时进行过度充料,来避免型腔充不满而导致成型的5g通讯设备的散热外壳残缺等问题。
6、在一些实施方式,所述排气机构包括上排气块和下排气块,所述上排气块嵌于上模块上,所述下排气块嵌于下模块上,所述上排气块与下排气块相连接,并围出排气腔。
7、在一些实施方式,所述下模块设有第一凸块,所述下排气块设有第一凹位,所述第一凸块嵌于第一凹位内。第一凸块和第一凹位的设置能增加下排气块与下模块的接触面积,以此提高下排气块于下模块上的固定可靠性。
8、在一些实施方式,所述上模块设有第二凸块,所述上排气块设有第二凹位,所述第二凸块嵌于第二凹位内。第二凸块和第二凹位的设置能增加上排气块与上模块的接触面积,以此提高上排气块于上模块上的固定可靠性。
9、在一些实施方式,本实用新型还包括顶板、顶针、导柱和底座,所述底座和导柱均与下模块相连接,所述顶板可移动地设于底座内,所述导柱穿过顶板,所述顶针的一端与顶板相连接,另一端穿过下模块并伸入到下模仁内。
10、在一些实施方式,本实用新型还包括导流块,所述上模块设有浇口,所述导流块安装在下模块上,所述导流块设有导流道,所述导流道设于浇口内,所述下模仁设有流道,所述导流道与流道相连通,所述流道与型腔相连通。
11、在一些实施方式,所述上模仁设有定位槽,所述下模仁设有定位凸起,所述定位凸起嵌于定位槽内。定位槽和定位凸起的设置一方面其能作为上模仁和下模仁连接时的定位,保证其连接的准确,另一方面,能增加其连接时的接触面积,提高其之间的连接可靠性。
技术特征:
1.一种5g通讯设备的散热外壳压铸模,其特征在于,包括上模块、下模块、上模仁、下模仁、辅助块和排气机构,所述上模仁嵌装于上模块内,所述下模仁嵌装于下模块内,所述上模块和下模块相连接,所述上模仁和下模仁相连接,所述下模仁设有安装腔,所述辅助块安装在安装腔上,所述下模仁于所述安装腔的两侧设有多个第一半槽,所述辅助块设有多个第二半槽,多个所述第二半槽与多个第一半槽一一对应相连,所述上模仁、下模仁和辅助块共同围出型腔,所述排气机构被上模块和下模块所固定,并与型腔相连通。
2.根据权利要求1所述的一种5g通讯设备的散热外壳压铸模,其特征在于,所述辅助块的侧部设有凸起,所述安装腔的侧部设有凹位,所述凸起嵌于凹位内。
3.根据权利要求1所述的一种5g通讯设备的散热外壳压铸模,其特征在于,所述上模仁和下模仁围出余料腔,所述余料腔的一端与型腔相连通,另一端与排气机构相连通。
4.根据权利要求1所述的一种5g通讯设备的散热外壳压铸模,其特征在于,所述排气机构包括上排气块和下排气块,所述上排气块嵌于上模块上,所述下排气块嵌于下模块上,所述上排气块与下排气块相连接,并围出排气腔。
5.根据权利要求4所述的一种5g通讯设备的散热外壳压铸模,其特征在于,所述下模块设有第一凸块,所述下排气块设有第一凹位,所述第一凸块嵌于第一凹位内。
6.根据权利要求4所述的一种5g通讯设备的散热外壳压铸模,其特征在于,所述上模块设有第二凸块,所述上排气块设有第二凹位,所述第二凸块嵌于第二凹位内。
7.根据权利要求1所述的一种5g通讯设备的散热外壳压铸模,其特征在于,包括顶板、顶针、导柱和底座,所述底座和导柱均与下模块相连接,所述顶板可移动地设于底座内,所述导柱穿过顶板,所述顶针的一端与顶板相连接,另一端穿过下模块并伸入到下模仁内。
8.根据权利要求1所述的一种5g通讯设备的散热外壳压铸模,其特征在于,包括导流块,所述上模块设有浇口,所述导流块安装在下模块上,所述导流块设有导流道,所述导流道设于浇口内,所述下模仁设有流道,所述导流道与流道相连通,所述流道与型腔相连通。
9.根据权利要求1所述的一种5g通讯设备的散热外壳压铸模,其特征在于,所述上模仁设有定位槽,所述下模仁设有定位凸起,所述定位凸起嵌于定位槽内。
技术总结
本技术公开了一种5G通讯设备的散热外壳压铸模,包括上模块、下模块、上模仁、下模仁、辅助块、排气机构,所述上模仁嵌装于上模块内,所述下模仁嵌装于下模块内,所述上模块和下模块相连接,所述上模仁和下模仁相连接,所述下模仁设有安装腔,所述辅助块安装在安装腔上,所述下模仁于所述安装腔的两侧设有多个第一半槽,所述辅助块设有多个第二半槽,多个所述第二半槽与多个第一半槽一一对应相连,所述上模仁、下模仁和辅助块共同围出型腔,所述排气机构被上模块和下模块所固定,并与型腔相连通。本技术中由于辅助块可以独立加工获得,由此相对于整体加工而本技术的型腔能通过分步加工获得,能有效提高加工精度。
技术研发人员:李得成
受保护的技术使用者:东莞市格来斯金属制品有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!