汽车零部件砂型铸造模具的制作方法
本技术涉及模具,特别是涉及一种汽车零部件砂型铸造模具。
背景技术:
1、砂型铸造是指在砂型中生产铸件的铸造方法,砂型铸造模具中用于造型的模具分为外模和芯盒,通过外模在砂箱中制造出与铸造件的外表面相同结构及尺寸的空腔,用芯盒制造出与铸造件内腔形状结构相同的型芯,型芯放入砂箱的空腔中,共同构成了与铸造件相同结构及尺寸的成型腔,砂型铸造模具中用于注入金属液的流道为浇筑系统,浇筑系统连通成型腔与砂箱外侧,浇筑系统的设置形式对铸造件的质量影响极大。
2、在汽车生产制造中,许多零部件都需要应用到砂型铸造工艺进行生产,例如一种金属壳,金属壳为中空结构,上下设置开口且具有厚侧壁,由于金属壳体积较大且壁厚较厚,为了保证金属壳的铸造质量,避免出现夹渣以及浇不足等等缺陷,传统的砂型铸造模具会将浇筑系统设置在金属壳成型腔的一侧,同时设置多条横浇道分支以及多条内浇道延伸到金属壳的两侧壁上,实现两侧壁同时注入金属液,但是这种方式使得浇筑系统占用砂箱较大的空间,同时需要消耗更多的金属液,导致金属液的利用率低下。
3、所以,如何设计出一种既能减少浇筑系统的占用空间,又能提高金属液利用率,同时还能保证金属壳的铸造质量的砂型铸造模具,是本领域研发人员亟需解决的问题。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种既能减少浇筑系统的占用空间,又能提高金属液利用率,同时还能保证金属壳的铸造质量的汽车零部件砂型铸造模具。
2、本实用新型的目的是通过以下技术方案来实现的:
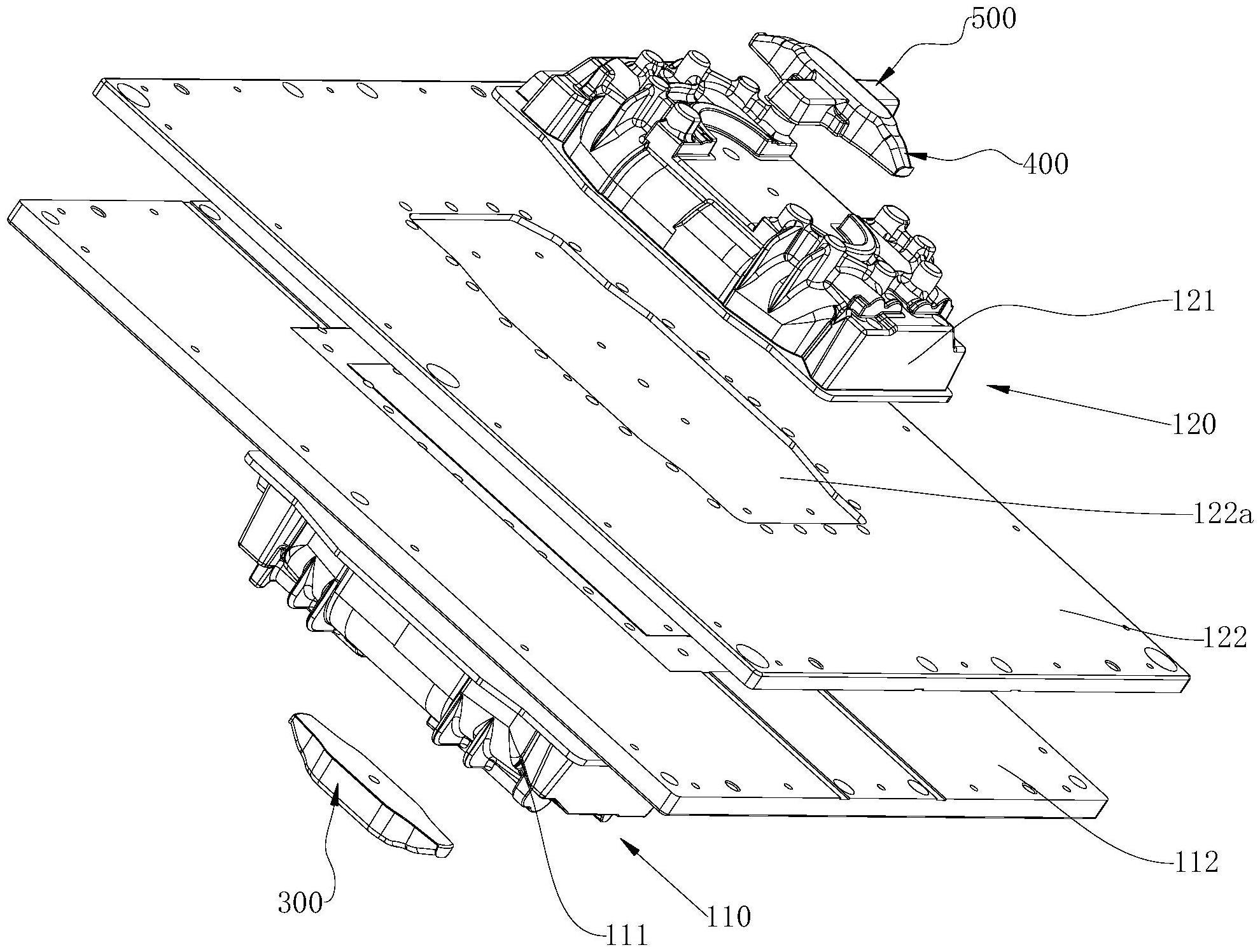
3、一种汽车零部件砂型铸造模具,包括:造型组件及浇筑组件,所述造型组件包括成型外模,所述成型外模用于对金属壳的外表面结构进行造型操作,所述成型外模包括成型上模及成型下模,所述成型上模包括上模成型块,所述上模成型块上设置有第一上模凸台及第二上模凸台,所述上模成型块上还开设有上模槽,所处上模槽位于所述第一上模凸台及第二上模凸台之间,所述成型下模包括下模成型块,所述下模成型块上设置有第一下模凸台及第二下模凸台,所述下模成型块上还开设有下模槽,所述下模槽位于所述第一下模凸台及第二下模凸台之间;所述浇筑组件包括上进汤冒口及下进汤冒口,所述上进汤冒口为拱形结构,所述上进汤冒口位于所述上模槽内,且所述上进汤冒口的一端与所述第一上模凸台连接,所述上进汤冒口的另一端与所述第二上模凸台连接,所述下进汤冒口位于所述下模槽内,所述下进汤冒口的一端与所述第一下模凸台连接,所述下进汤冒口的另一端与所述第二下模凸台连接。
4、在其中一个实施方式中,所述造型组件还包括成型芯盒,所述成型芯盒包括上芯盒及下芯盒,所述上芯盒上开设有上成型凹槽,所述下芯盒上开设有下成型凹槽,所述上芯盒与所述下芯盒相扣后,所述上成型凹槽的外表面及所述下成型凹槽的外表面共同构成金属壳的内侧壁结构,所述上芯盒及所述下芯盒用于对金属壳的内侧壁进行造型操作。
5、在其中一个实施方式中,所述上芯盒上还设置有上成型镶块,所述上成型镶块设置于所述上成型凹槽内。
6、在其中一个实施方式中,所述下芯盒上还设置有下成型镶块,所述下成型镶块设置于所述下成型凹槽内。
7、在其中一个实施方式中,所述成型上模还包括上定位板,所述上模成型块设置于所述上定位板上。
8、在其中一个实施方式中,所述上定位板开设有上定位槽,所述上模成型块位于所述上定位槽内。
9、在其中一个实施方式中,所述成型下模还包括下定位板,所述下模成型块设置于所述下定位板上。
10、在其中一个实施方式中,所述下定位板上开设有下定位槽,所述下模成型块位于所述下定位槽内。
11、在其中一个实施方式中,所述浇筑组件还包括缓冲集渣包,所述缓冲集渣包与所述下进汤冒口连接。
12、在其中一个实施方式中,所述下进汤冒口为拱形结构。
13、与现有技术相比,本实用新型至少具有以下优点:
14、本实用新型的汽车零部件砂型铸造模具通过设置造型组件及浇筑组件,从而能够通过使上进汤冒口位于第一上模凸台及第二上模凸台之间,即使得上进汤冒口位于铸造件的中心区域,从而使金属液通过上进汤冒口从两侧同时进入到金属壳成型腔内,保证金属液填充的饱和度,同时使得上进汤冒口及下进汤冒口为中间高两端低的拱形结构,从而能够起到一定集渣挡砂的作用,同时降低金属液进入成型腔前的流速,避免金属液冲毁成型腔腔壁,如此,不仅能减少浇筑系统的占用空间,又能提高金属液利用率,同时还能避免金属壳出现浇不足及夹渣等缺陷,保证金属壳的生产质量。
技术特征:
1.一种汽车零部件砂型铸造模具,其特征在于,包括:
2.根据权利要求1所述的汽车零部件砂型铸造模具,其特征在于,所述造型组件还包括成型芯盒,所述成型芯盒包括上芯盒及下芯盒,所述上芯盒上开设有上成型凹槽,所述下芯盒上开设有下成型凹槽,所述上芯盒与所述下芯盒相扣后,所述上成型凹槽的外表面及所述下成型凹槽的外表面共同构成金属壳的内侧壁结构,所述上芯盒及所述下芯盒用于对金属壳的内侧壁进行造型操作。
3.根据权利要求2所述的汽车零部件砂型铸造模具,其特征在于,所述上芯盒上还设置有上成型镶块,所述上成型镶块设置于所述上成型凹槽内。
4.根据权利要求3所述的汽车零部件砂型铸造模具,其特征在于,所述下芯盒上还设置有下成型镶块,所述下成型镶块设置于所述下成型凹槽内。
5.根据权利要求4所述的汽车零部件砂型铸造模具,其特征在于,所述成型上模还包括上定位板,所述上模成型块设置于所述上定位板上。
6.根据权利要求5所述的汽车零部件砂型铸造模具,其特征在于,所述上定位板开设有上定位槽,所述上模成型块位于所述上定位槽内。
7.根据权利要求6所述的汽车零部件砂型铸造模具,其特征在于,所述成型下模还包括下定位板,所述下模成型块设置于所述下定位板上。
8.根据权利要求7所述的汽车零部件砂型铸造模具,其特征在于,所述下定位板上开设有下定位槽,所述下模成型块位于所述下定位槽内。
9.根据权利要求1所述的汽车零部件砂型铸造模具,其特征在于,所述浇筑组件还包括缓冲集渣包,所述缓冲集渣包与所述下进汤冒口连接。
10.根据权利要求9所述的汽车零部件砂型铸造模具,其特征在于,所述下进汤冒口为拱形结构。
技术总结
本技术公开了一种汽车零部件砂型铸造模具,包括造型组件及浇筑组件,造型组件包括成型外模,成型外模包括成型上模及成型下模,成型上模包括上模成型块,上模成型块上设有上模槽,成型下模包括下模成型块,下模成型块上设有下模槽;浇筑组件包括上进汤冒口及下进汤冒口,上进汤冒口位于上模槽且分别与上模成型块设置的第一上模凸台及第二上模凸台连接,下进汤冒口位于下模槽且分别与下模成形块设置的第一下模凸台及第二下模凸台连接。本技术通过能够通过上进汤冒口及下进汤冒口位于中间区域,从而使金属液从多个位置同时注入到成型腔内,不仅减少浇筑系统占用空间,又能提高金属液利用率,同时还能避免金属壳出现浇不足及夹渣等缺陷。
技术研发人员:冯官
受保护的技术使用者:惠州典展五金制品有限公司
技术研发日:20221206
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!