一种制作大长径比、便于取放模具芯铁的模具工装的制作方法
本技术涉及铸造设备,具体涉及一种制作大长径比、便于取放模具芯铁的模具工装。
背景技术:
1、砂芯是铸造生产过程中用原砂、黏结剂及其他辅料做成的铸件砂芯,在实际生产中,对于大长径比的砂芯还需要在砂芯内添加芯铁,模具芯铁一方面可对大长径比的砂芯进行支撑加强,另一方面还可在铸造过程中将砂芯中残存的空气导出,避免影响产品表面质量。
2、目前,在将模具芯铁插入到砂芯时,一般在砂芯成型后将模具芯铁通过敲击方式强行打入,难度极大且效率很低,这样会影响砂芯的强度,而且芯铁敲击使用两次就会报废。针对上述问题,申请人提供了一种制作大长径比、便于取放模具芯铁的模具工装。
技术实现思路
1、为解决上述问题,本实用新型提供了一种制作大长径比、便于取放模具芯铁的模具工装,包括模具芯铁和两个砂芯模具,砂芯模具的芯腔开设有砂芯槽和缺口槽,缺口槽位于砂芯槽上方且其内部固设有支撑块,两个砂芯模具在动力装置驱动下相向贴合时,两个砂芯槽对接形成砂芯腔,两个缺口槽对接形成挂杆槽,所述模具芯铁的顶端垂直固设有挂杆的中空圆杆,模具芯铁的表面开设有若干开孔,挂杆通过两个支撑块悬挂在缺口槽内并使模具芯铁活动穿设在砂芯腔内。
2、本实用新型的实施例为一种制作大长径比、便于取放模具芯铁的模具工装,包括模具芯铁和两个砂芯模具,所述砂芯模具的芯腔开设有砂芯槽和缺口槽,缺口槽位于砂芯槽的上方,缺口槽的槽壁上固设有支撑块,所述的两个砂芯模具相向贴合时两个砂芯槽对接形成砂芯腔,并且两个缺口槽对接形成挂杆槽,所述模具芯铁的顶端垂直固设有挂杆的中空圆杆,模具芯铁的表面开设有若干开孔,所述挂杆通过两个支撑块悬挂在缺口槽内并使模具芯铁活动穿设在砂芯腔内。
3、在一些实施例中,所述支撑块的顶部开设有凹槽,模具芯铁位于两个支撑块之间并使挂杆支撑在两个凹槽内。
4、在一些实施例中,其中一个砂芯模具的侧面固设有定位块,另一个砂芯模具的侧面开设有定位槽,两个砂芯模具相向贴合时,定位块穿设于定位槽内。
5、在一些实施例中,还包括动力装置,所述动力装置用于驱动两个砂芯模具互相贴合或互相远离。
6、在一些实施例中,所述动力装置为液压机。
7、有益效果
8、本实施例中,模具芯铁通过挂杆槽内的两个支撑块,在射砂前就预放置到模具腔内,砂芯成型后模具芯铁即位于砂芯内部,角度平行于砂芯,不会偏移造成废品,相对于现有技术的采用的方式来说,劳动强度,延长了芯铁的使用寿命。
技术特征:
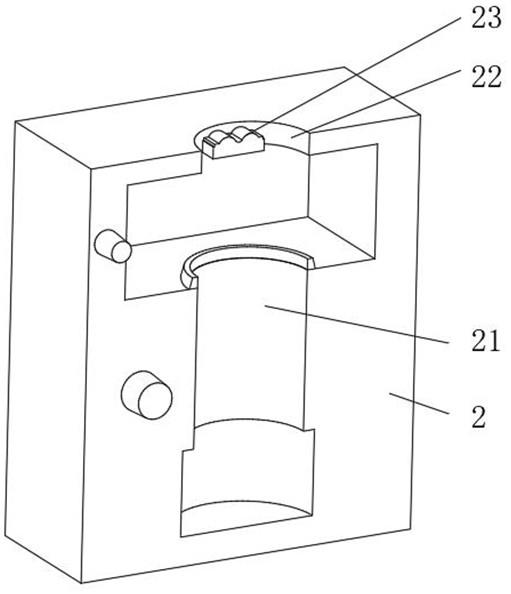
1.一种制作大长径比、便于取放模具芯铁的模具工装,其特征在于:包括模具芯铁(1)和两个砂芯模具(2),所述砂芯模具(2)的芯腔开设有砂芯槽(21)和缺口槽(22),缺口槽(22)位于砂芯槽(21)的上方,缺口槽(22)的槽壁上固设有支撑块(23),所述的两个砂芯模具(2)相向贴合时两个砂芯槽(21)对接形成砂型腔,并且两个缺口槽(22)对接形成挂杆槽,所述模具芯铁(1)的顶端垂直固设有挂杆(11)的中空圆杆,模具芯铁(1)的表面开设有若干开孔,所述挂杆(11)通过两个支撑块(23)悬挂在缺口槽(22)内并使模具芯铁(1)活动穿设在砂型腔内。
2.根据权利要求1所述的一种制作大长径比、便于取放模具芯铁的模具工装,其特征在于:所述支撑块(23)的顶部开设有凹槽,模具芯铁(1)位于两个支撑块(23)之间并使挂杆(11)支撑在两个凹槽内。
3.根据权利要求1所述的一种制作大长径比、便于取放模具芯铁的模具工装,其特征在于:其中一个砂芯模具(2)的侧面固设有定位块,另一个砂芯模具(2)的侧面开设有定位槽,两个砂芯模具(2)相向贴合时,定位块穿设于定位槽内。
4.根据权利要求1-3任一所述的一种制作大长径比、便于取放模具芯铁的模具工装,其特征在于:还包括动力装置,所述动力装置用于驱动两个砂芯模具(2)互相贴合或互相远离。
5.根据权利要求4所述的一种制作大长径比、便于取放模具芯铁的模具工装,其特征在于:所述动力装置为液压机。
技术总结
本技术涉及铸造设备技术领域,具体涉及一种制作大长径比、便于取放模具芯铁的模具工装,包括模具芯铁和两个砂型模具,砂型模具的芯腔开设有砂型槽和缺口槽,缺口槽位于砂型槽上方且其内部固设有支撑块,两个砂型模具在动力装置驱动下相向贴合时,两个砂型槽对接形成砂型腔,两个缺口槽对接形成挂杆槽,因客户产品砂芯设计的是盲孔,芯铁底端包埋内砂芯内不得伸出砂芯,不能在底端支撑定位,所述模具芯铁的顶端垂直固设有挂杆的中空圆杆,模具芯铁的表面开设有若干开孔,挂杆通过两个支撑块悬挂在缺口槽内并使模具芯铁活动穿设在砂型腔内。
技术研发人员:杨军鹏
受保护的技术使用者:长葛市富康机械配件有限公司
技术研发日:20221214
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!