一种注蜡模具结构的制作方法
本技术属于精密铸造,更具体地说,特别涉及一种注蜡模具结构。
背景技术:
1、蜡模是一种常用铸造方式,首先用铝制作工件的型模,将蜡注入型模,然后等蜡冷却后将蜡模取出,这时蜡模与实物大小一致。
2、现有中国专利申请号为cn201922342717.5,公开了一种便于成型的注蜡模具,其包括工作台和滑槽,所述工作台的一侧设置有定模,所述定模的一侧设置有动模,所述定模靠近动模的一侧开设有模槽,其中,所述动模的一侧也开设有模槽,所述定模靠近模槽的一侧开设有冷却槽,所述动模靠近模槽的一侧也开设有冷却槽,所述定模靠近冷却槽的一侧开设有冷却液进口,所述定模与动模之间设置有注蜡口,所述工作台的一侧设置有滑块,所述滑槽开设在工作台靠近滑块的一侧。该种便于成型的注蜡模具,当动模移动到定模的一侧后,动模与定模之间形成一个空腔,通过注蜡口开始注蜡,当模具注蜡完毕后,往冷却槽的内部注入冷却液,对模具进行吸热,便于快速成型。在实际使用时,该种便于成型的注蜡模具虽具有上述众多优点,但是在取模时,需人工借助工具从空腔中将蜡模取出,然而人工取出具有取模效率较低和易损坏产品的缺陷,即在使用时具有一定的局限性。
3、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种注蜡模具结构,以期达到更具有更加实用价值性的目的。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种注蜡模具结构,由以下具体技术手段所达成:
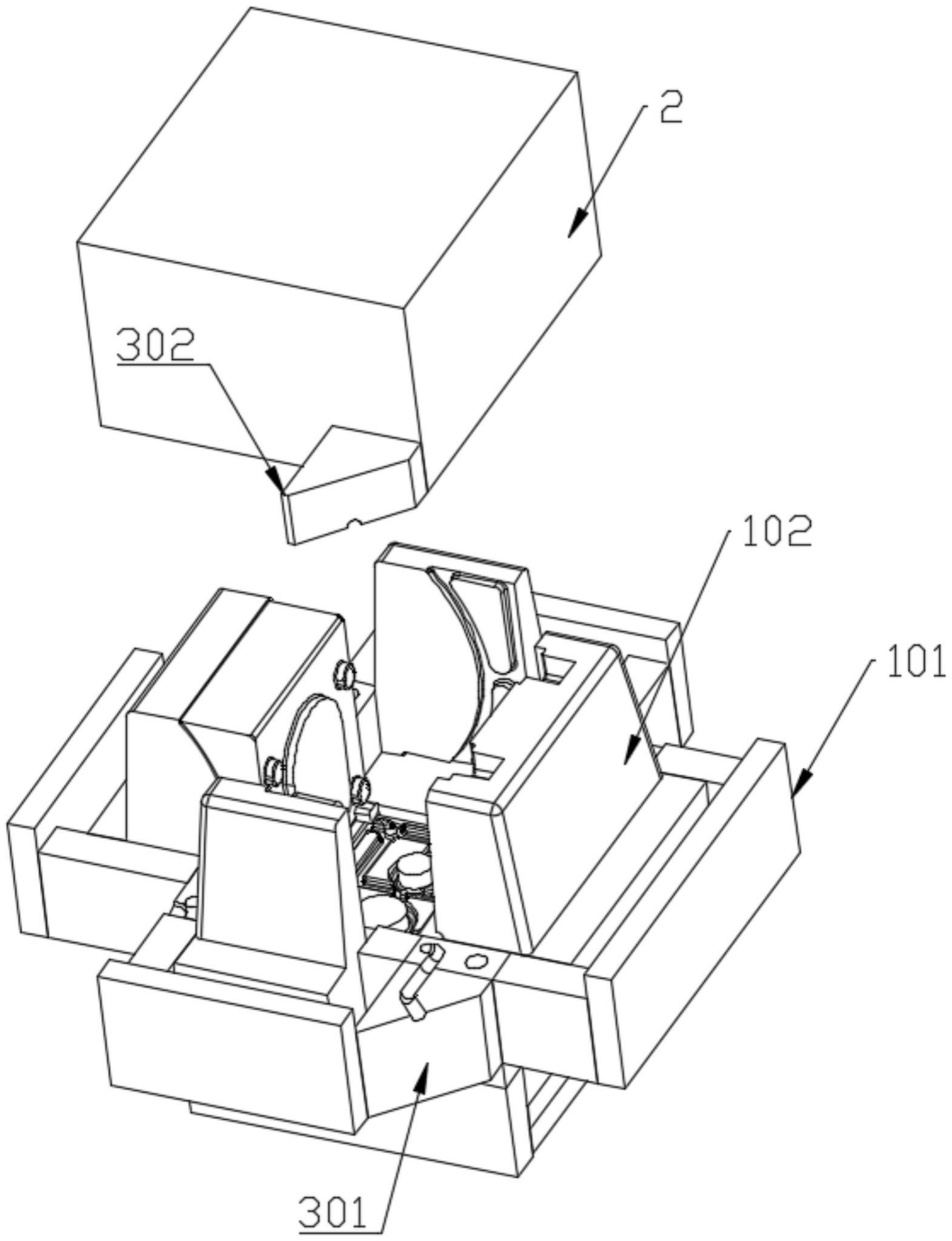
2、一种注蜡模具结构,包括下模和上模,所述下模的顶端安装有模芯,所述模芯的内部设置有成型腔,所述下模的四侧均设置有开口,并在开口的一侧均设有安装槽体,所述模芯由前后左右四部分拼接而成,且所述模芯的四个部分分别滑动安装在安装槽体内,所述下模的底部设有收纳槽,且收纳槽内安装有顶板,所述顶板的顶侧安装有多组顶针,所述顶针均竖向贯穿下模。
3、进一步的,模芯的上表面的面积小于其下表面的面积,且其侧面均为平直斜面,所述上模的底端设有与模芯外形尺寸相同的型腔。
4、进一步的,顶板的顶端还竖直安装有一对导向柱,所述下模的底侧开设有一对供导向柱滑动连接的导向通孔。
5、进一步的,还包括注蜡嘴,所述注蜡嘴由下密封块和上密封块组成,所述下密封块和上密封块分别固定安装有下模和上模的拐角处。
6、进一步的,下密封块与上密封块在相对的一侧均设置有流道。
7、进一步的,四组所述安装槽体的外侧均连接有气缸,且所述气缸的伸缩端分别与模芯的四个部分连接。
8、与现有技术相比,本实用新型具有如下有益效果:
9、本实用新型通过将模芯设置为可相互拆分的四个部分,并分别由相应的气缸驱动,可实现在取模时,能够依次相互分离,直至蜡模完全露出,同时在顶板及其顶侧的多组顶针的配合使用下,可实现在蜡模完全露出后,将其从下模的顶侧顶出,此时只需人工将蜡模拾出即可,使用的便捷性较高,可有效提高蜡模生产效率。
技术特征:
1.一种注蜡模具结构,包括下模(1)和上模(2),所述下模(1)的顶端安装有模芯(102),所述模芯(102)的内部设置有成型腔,其特征在于:所述下模(1)的四侧均设置有开口,并在开口的一侧均设有安装槽体(101),所述模芯(102)由前后左右四部分拼接而成,且所述模芯(102)的四个部分分别滑动安装在安装槽体(101)内,所述下模(1)的底部设有收纳槽,且收纳槽内安装有顶板(4),所述顶板(4)的顶侧安装有多组顶针(402),所述顶针(402)均竖向贯穿下模(1)。
2.如权利要求1所述注蜡模具结构,其特征在于:所述模芯(102)的上表面的面积小于其下表面的面积,且其侧面均为平直斜面,所述上模(2)的底端设有与模芯(102)外形尺寸相同的型腔。
3.如权利要求1所述注蜡模具结构,其特征在于:所述顶板(4)的顶端还竖直安装有一对导向柱(401),所述下模(1)的底侧开设有一对供导向柱(401)滑动连接的导向通孔。
4.如权利要求1所述注蜡模具结构,其特征在于:还包括注蜡嘴(3),所述注蜡嘴(3)由下密封块(301)和上密封块(302)组成,所述下密封块(301)和上密封块(302)分别固定安装有下模(1)和上模(2)的拐角处。
5.如权利要求4所述注蜡模具结构,其特征在于:所述下密封块(301)与上密封块(302)在相对的一侧均设置有流道。
6.如权利要求1所述注蜡模具结构,其特征在于:四组所述安装槽体(101)的外侧均连接有气缸,且所述气缸的伸缩端分别与模芯(102)的四个部分连接。
技术总结
本技术提供一种注蜡模具结构,包括下模和上模,下模的顶端安装有模芯,模芯的内部设置有成型腔,下模的四侧均设置有开口,并在开口的一侧均设有安装槽体,模芯由前后左右四部分拼接而成,且模芯的四个部分分别滑动安装在安装槽体内,下模的底部设有收纳槽,且收纳槽内安装有顶板,顶板的顶侧安装有多组顶针,顶针均竖向贯穿下模。本技术通过将模芯设置为可相互拆分的四个部分,并分别由相应的气缸驱动,可实现在取模时,能够依次相互分离,直至蜡模完全露出,同时在顶板及其顶侧的多组顶针的配合使用下,可实现在蜡模完全露出后,将其从下模的顶侧顶出,此时只需人工将蜡模拾出即可,使用的便捷性较高,可有效提高蜡模生产效率。
技术研发人员:蒋彦涛,汪源
受保护的技术使用者:深圳市宏达瑞精密五金有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!