一种用于粉末冶金快速装夹螺母成型模具的制作方法
本技术属于机械加工,具体涉及一种用于粉末冶金快速装夹螺母成型模具。
背景技术:
1、快速装夹螺母的传统的粉末冶金工艺是:混料→成形→烧结→浸油→坯料车削内孔→车削加工螺纹→清洗→除油→烘干→蒸汽发黑→浸油→品管→包装→发货,共14道工序,工序繁琐,操作不便,不能满足人们的需求。而经过本实用新型设计的用于粉末冶金快速装夹螺母成型模具的成形工艺如下:混料→成形→烧结→蒸汽发黑→浸油→品管→包装→发货,共计8道工序。
2、以上两条工艺路线比较:传统工艺路线中工序多,多了6道加工工序,产生较多的制造成本,质量稳定性和零件的互换性差,外观不美观;制造成本高,销售价格也高。而经过本实用新型采用侧向抽芯成形技术,制造工序少,制造成本相应降低很多(约35%),销售价也低很多(约30%),在同等性能条件下,非常受客户青睐。
技术实现思路
1、实用新型目的:为了解决现有技术的不足,本实用新型提供了一种用于粉末冶金快速装夹螺母成型模具。
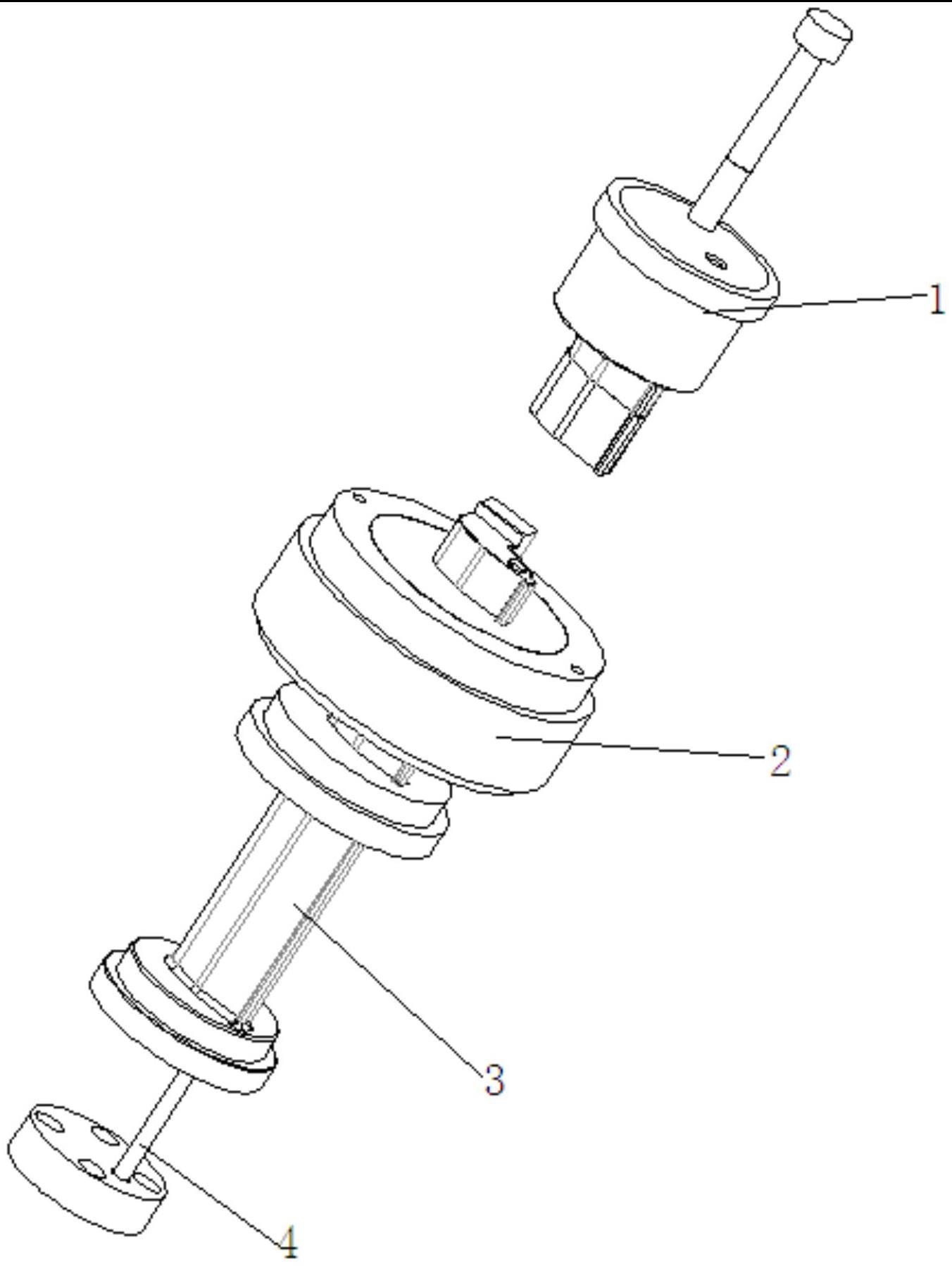
2、技术方案:一种用于粉末冶金快速装夹螺母成型模具,包括上冲组、中模、下冲组和芯棒;所述的中模上设有用于粉末冶金快速装夹螺母型腔;
3、所述的上冲组包括上一冲和上二冲,所述的上一冲设有中空腔、上模具中心和上芯棒内孔;所述的中空腔内套接有上二冲,所述的上模具中心可从上至下伸入中模的用于粉末冶金快速装夹螺母型腔内,所述的上芯棒内孔内套接有芯棒;
4、所述下冲组包括中空的下一冲和下二冲,所述的下一冲和下二冲相互配合,所述的下一冲上设有用于粉末冶金快速装夹螺母成型的螺纹,可利用侧向抽芯的技术直接将螺母的螺纹压制成形;所述的下二冲设有下模具中心和下芯棒内孔,所述的下模具中心可从上至下伸入中模的用于粉末冶金快速装夹螺母型腔内,所述的下芯棒内孔内套接有芯棒。
5、作为优化:所述的上模具中心的外形与中模的用于粉末冶金快速装夹螺母型腔21相互匹配。
6、作为优化:所述的下模具中心的外形与中模的用于粉末冶金快速装夹螺母型腔21相互匹配。
7、有益效果:本实用新型采用模具侧向抽芯直接成形技术,打破传统观念,创新设计的模具结构,利用侧向抽芯的技术直接将螺母的螺纹压制成形,无需车削加工。制造出的用于粉末冶金快速装夹螺母成型模具需采用粉末冶金创新模具结构(模具侧向抽芯)来实现产品的模具压制。
技术特征:
1.一种用于粉末冶金快速装夹螺母成型模具,其特征在于:包括上冲组(1)、中模(2)、下冲组(3)和芯棒(4);所述的中模(2)上设有用于粉末冶金快速装夹螺母型腔(21);
2.根据权利要求1所述的用于粉末冶金快速装夹螺母成型模具,其特征在于:所述的上模具中心(112)的外形与中模(2)的用于粉末冶金快速装夹螺母型腔(21)相互匹配。
3.根据权利要求1所述的用于粉末冶金快速装夹螺母成型模具,其特征在于:所述的下模具中心(321)的外形与中模(2)的用于粉末冶金快速装夹螺母型腔(21)相互匹配。
技术总结
本技术公开了一种用于粉末冶金快速装夹螺母成型模具,包括上冲组、中模、下冲组和芯棒;中模上设有用于粉末冶金快速装夹螺母型腔;上冲组包括上一冲和上二冲,下冲组包括中空的下一冲和下二冲,下一冲上设有用于粉末冶金快速装夹螺母成型的螺纹,可利用侧向抽芯的技术直接将螺母的螺纹压制成形。本技术采用模具侧向抽芯直接成形技术,打破传统观念,创新设计的模具结构,利用侧向抽芯的技术直接将螺母的螺纹压制成形,无需车削加工。制造出的用于粉末冶金快速装夹螺母成型模具需采用粉末冶金创新模具结构(模具侧向抽芯)来实现产品的模具压制。
技术研发人员:李进,汪伟,唐凯,刘路
受保护的技术使用者:扬州新斯达传动科技有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!