一种电磁阀阀体磨削工装的制作方法
本技术涉及机械加工,具体涉及一种电磁阀阀体磨削工装。
背景技术:
1、目前, 电磁阀阀体在铸造后需要对各气路通道和安装孔进行磨削和加工,需要通过多个设备和工序对产品进行加工,设备占地面积大,各设备之间需要通过多个工作人员进行上、下料,耗费大量的人工,且工作效率低,增加生产成本。
技术实现思路
1、本实用新型的目的就是针对目前, 电磁阀阀体在铸造后需要对各气路通道和安装孔进行磨削和加工,需要通过多个设备和工序对产品进行加工,设备占地面积大,各设备之间需要通过多个工作人员进行上、下料,耗费大量的人工,且工作效率低,增加生产成本之不足,而提供一种电磁阀阀体磨削工装。
2、本实用新型包括工作台、阀体上料组件和阀体磨削装置,工作台顶部设有除渣盒,且在除渣盒内设有打磨台,打磨台的工作面为倾斜面,阀体上料组件安装在打磨台的工作面上,阀体上料组件包括l形阀体输送导轨、上料气缸、横向送料气动滑台和阀体限位夹紧气缸,靠近l形阀体输送导轨进料端的开口侧设有阀体放置架,上料气缸位于l形阀体输送导轨的进料端,上料气缸的活塞杆上设有上料推块,上料推块位于阀体放置架的出料口下方,横向送料气动滑台位于l形阀体输送导轨的开口侧,阀体限位夹紧气缸安装在横向送料气动滑台的滑块上,阀体限位夹紧气缸的活塞杆上设有压块安装板,且在压块安装板上设有多个压块,压块上开有与阀体配合使用的卡槽;阀体磨削装置包括从l形阀体输送导轨进料端到出料端方向依次安装在打磨台上的一对阀体定位孔磨削机、一对阀体侧边气路一级孔磨削机、阀体顶部气路一级孔磨削机、一对阀体侧边气路二级孔磨削机和阀体顶部气路二级孔磨削机,一对阀体定位孔磨削机、一对阀体侧边气路一级孔磨削机和一对阀体侧边气路二级孔磨削机均对称位于l形阀体输送导轨的两侧,阀体顶部气路一级孔磨削机和阀体顶部气路二级孔磨削机分别位于l形阀体输送导轨上方。
3、压块安装板和横向送料气动滑台的滑块之间通过多个导向杆连接。
4、l形阀体输送导轨侧壁和横向送料气动滑台的滑块上分别开有与一对阀体定位孔磨削机、一对阀体侧边气路一级孔磨削机和一对阀体侧边气路二级孔磨削机对应的磨削头避让孔。
5、阀体上料组件的横向送料气动滑台和阀体限位夹紧气缸均为两个,两个阀体限位夹紧气缸分别安装在对应的横向送料气动滑台的滑台上,两个阀体限位夹紧气缸的活塞杆上分别设有压块安装板,且在压块安装板上设有多个压块,压块上开有与阀体配合使用的卡槽。
6、打磨台的工作面与水平方向呈α夹角,α为45°。
7、本实用新型优点是:结构布局合理,整个加工实现自动化生产,降低人力成本,提高工作效率。
8、附 图 说 明
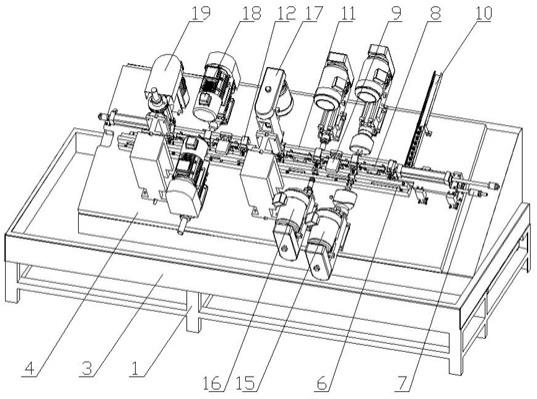
9、图1是本实用新型结构示意图。
10、图2是本实用新型阀体上料组件结构示意图。
11、图3是图2中a部放大结构示意图。
12、图4是图2中b部放大结构示意图。
技术特征:
1.一种电磁阀阀体磨削工装,其特征在于它包括工作台(1)、阀体上料组件和阀体磨削装置,工作台(1)顶部设有除渣盒(3),且在除渣盒(3)内设有打磨台(4),打磨台(4)的工作面为倾斜面,阀体上料组件安装在打磨台(4)的工作面上,阀体上料组件包括l形阀体输送导轨(6)、上料气缸(7)、横向送料气动滑台(8)和阀体限位夹紧气缸(9),靠近l形阀体输送导轨(6)进料端的开口侧设有阀体放置架(10),上料气缸(7)位于l形阀体输送导轨(6)的进料端,上料气缸(7)的活塞杆上设有上料推块,上料推块位于阀体放置架(10)的出料口下方,横向送料气动滑台(8)位于l形阀体输送导轨(6)的开口侧,阀体限位夹紧气缸(9)安装在横向送料气动滑台(8)的滑块上,阀体限位夹紧气缸(9)的活塞杆上设有压块安装板(11),且在压块安装板(11)上设有多个压块(12),压块(12)上开有与阀体配合使用的卡槽;阀体磨削装置包括从l形阀体输送导轨(6)进料端到出料端方向依次安装在打磨台(4)上的一对阀体定位孔磨削机(15)、一对阀体侧边气路一级孔磨削机(16)、阀体顶部气路一级孔磨削机(17)、一对阀体侧边气路二级孔磨削机(18)和阀体顶部气路二级孔磨削机(19),一对阀体定位孔磨削机(15)、一对阀体侧边气路一级孔磨削机(16)和一对阀体侧边气路二级孔磨削机(18)均对称位于l形阀体输送导轨(6)的两侧,阀体顶部气路一级孔磨削机(17)和阀体顶部气路二级孔磨削机(19)分别位于l形阀体输送导轨(6)上方。
2.根据权利要求1所述的一种电磁阀阀体磨削工装,其特征在于压块安装板(11)和横向送料气动滑台(8)的滑块之间通过多个导向杆连接。
3.根据权利要求1所述的一种电磁阀阀体磨削工装,其特征在于l形阀体输送导轨(6)侧壁和横向送料气动滑台(8)的滑块上分别开有与一对阀体定位孔磨削机(15)、一对阀体侧边气路一级孔磨削机(16)和一对阀体侧边气路二级孔磨削机(18)对应的磨削头避让孔。
4.根据权利要求1所述的一种电磁阀阀体磨削工装,其特征在于阀体上料组件的横向送料气动滑台(8)和阀体限位夹紧气缸(9)均为两个,两个阀体限位夹紧气缸(9)分别安装在对应的横向送料气动滑台(8)的滑台上,两个阀体限位夹紧气缸(9)的活塞杆上分别设有压块安装板(11),且在压块安装板(11)上设有多个压块(12),压块(12)上开有与阀体配合使用的卡槽。
5.根据权利要求1所述的一种电磁阀阀体磨削工装,其特征在于打磨台(4)的工作面与水平方向呈α夹角,α为45°。
技术总结
一种电磁阀阀体磨削工装,包括工作台(1)、阀体上料组件和阀体磨削装置,阀体上料组件包括L形阀体输送导轨(6)、上料气缸(7)、横向送料气动滑台(8)和阀体限位夹紧气缸(9),阀体磨削装置包括从L形阀体输送导轨(6)进料端到出料端方向依次安装在打磨台(4)上的一对阀体定位孔磨削机(15)、一对阀体侧边气路一级孔磨削机(16)、阀体顶部气路一级孔磨削机(17)、一对阀体侧边气路二级孔磨削机(18)和阀体顶部气路二级孔磨削机(19),本技术优点是:结构布局合理,整个加工实现自动化生产,降低人力成本,提高工作效率。
技术研发人员:全杰锋,刘锐明,常敏
受保护的技术使用者:荆门市博顺机械设备有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!