船用发动机法兰壳体铸造装置的制作方法
本技术是关于一种生产装置,特别是关于一种船用发动机法兰壳体铸造装置。
背景技术:
1、在铸件浇铸完成凝固的过程中,铸件如无较大的充足的流道对铸件补缩,则产品生产出来后,产品的内部会存在铸件缺陷,在流道对铸件补缩中,需要快速冷却,但是现有的冷却方式的冷却效率和冷却效果达不到预期的效果。
技术实现思路
1、本实用新型的目的在于提供一种船用发动机法兰壳体铸造装置,其能够充分且快速的对铸造装置中的模具进行冷却。
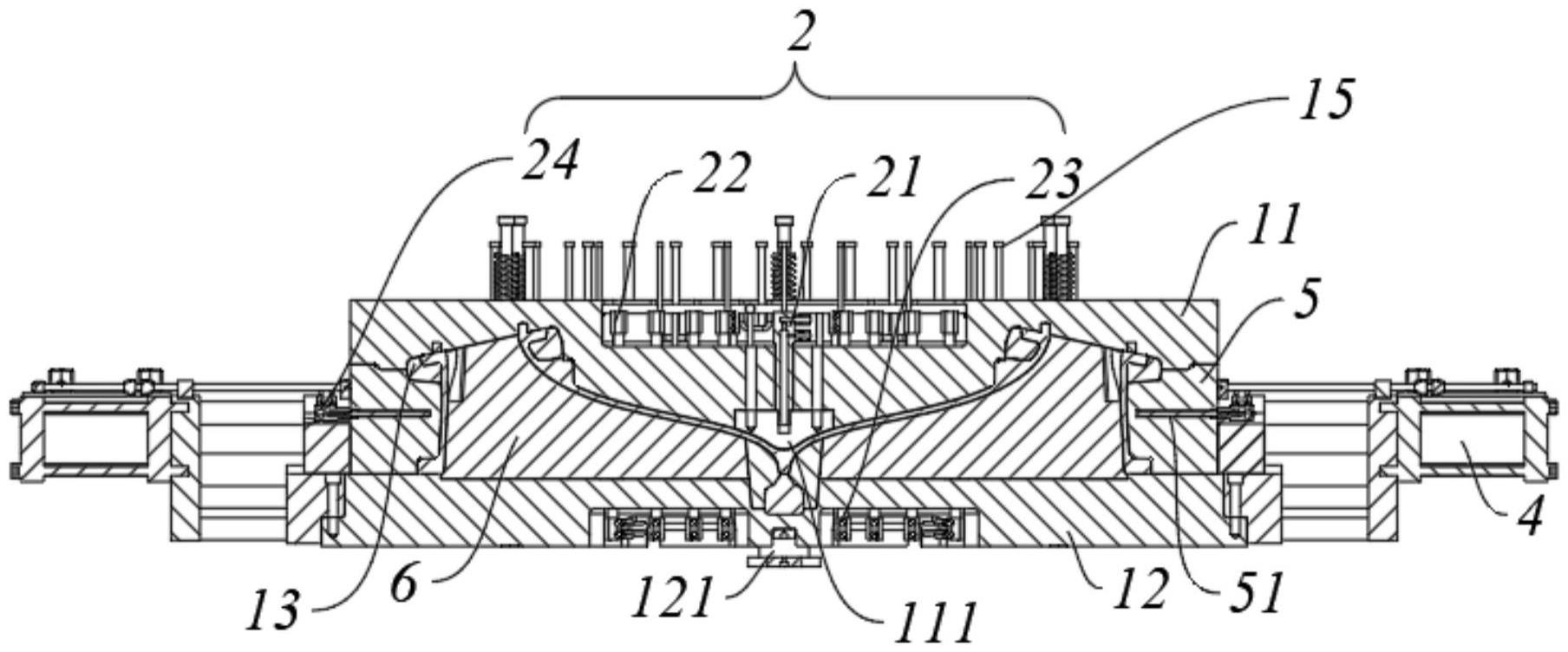
2、为实现上述目的,本实用新型提供了一种船用发动机法兰壳体铸造装置,包括:
3、模具,包括上模和下模,所述下模上设置有主进料口,所述上模内设置有与所述主进料口相对设置的第一冷却腔,所述第一冷却腔与外界相连通;
4、水雾冷却机构,安装于所述模具上,所述水雾冷却机构包括设置于所述上模上的第一冷却管道,所述第一冷却管道的出口与所述第一冷却腔相连通。
5、在一个或多个实施方式中,所述水雾冷却机构还包括设置于所述上模上的第二冷却管道,所述上模内设置有第二冷却腔,所述第二冷却管道的出口与所述第二冷却腔相连通,所述第二冷却腔环绕所述第一冷却腔设置。
6、在一个或多个实施方式中,所述上模上设置有多个所述第二冷却管道,多个所述第二冷却管道环绕第一冷却管道设置。
7、在一个或多个实施方式中,所述船用发动机法兰壳体铸造装置还包括安装于所述上模上的风冷管道,所述上模上设置有与所述风冷管道的出口相连通的风冷冷却腔。
8、在一个或多个实施方式中,所述下模上设置有第三冷却腔,所述第三冷却腔环绕所述主进料口设置,所述水雾冷却机构还包括设置于所述下模上的第三冷却管道,所述第三冷却管道的出口与所述第三冷却腔相连通。
9、在一个或多个实施方式中,所述模具还包括安装于所述上模和下模之间的辅助进料口。
10、在一个或多个实施方式中,所述辅助进料口为四个,四个所述辅助进料口设置于待铸造壳体的两侧。
11、在一个或多个实施方式中,所述模具还包括设置于所述上模和下模之间的砂芯,用于定型待铸造壳体。
12、在一个或多个实施方式中,所述船用发动机法兰壳体铸造装置还包括安装于所述模具上驱动机构以及设置于所述模具内的抽芯,所述驱动机构用于驱动所述抽芯做相对直线运动。
13、在一个或多个实施方式中,所述抽芯内具有第四冷却腔,所述水雾冷却机构还包括安装于所述抽芯上的第四冷却管道,所述第四冷却管道的出口与所述第四冷却腔相连通。
14、与现有技术相比,根据本实用新型的船用发动机法兰壳体铸造装置,通过在与主进料口相对的位置处设置第一冷却腔,并且第一冷却管道与第一冷却腔相连通,从而冷却剂通过第一冷却管道进入第一冷却腔内从而对靠近主进料口处的模具进行快速降温,进而起到快速降低主进料口内的物料的温度的效果。
技术特征:
1.一种船用发动机法兰壳体铸造装置,其特征在于,包括:
2.如权利要求1所述的船用发动机法兰壳体铸造装置,其特征在于,所述水雾冷却机构还包括设置于所述上模上的第二冷却管道,所述上模内设置有第二冷却腔,所述第二冷却管道的出口与所述第二冷却腔相连通,所述第二冷却腔环绕所述第一冷却腔设置。
3.如权利要求2所述的船用发动机法兰壳体铸造装置,其特征在于,所述上模上设置有多个所述第二冷却管道,多个所述第二冷却管道环绕第一冷却管道设置。
4.如权利要求1所述的船用发动机法兰壳体铸造装置,其特征在于,所述船用发动机法兰壳体铸造装置还包括安装于所述上模上的风冷管道,所述上模上设置有与所述风冷管道的出口相连通的风冷冷却腔。
5.如权利要求1所述的船用发动机法兰壳体铸造装置,其特征在于,所述下模上设置有第三冷却腔,所述第三冷却腔环绕所述主进料口设置,所述水雾冷却机构还包括设置于所述下模上的第三冷却管道,所述第三冷却管道的出口与所述第三冷却腔相连通。
6.如权利要求1所述的船用发动机法兰壳体铸造装置,其特征在于,所述模具还包括安装于所述上模和下模之间的辅助进料口。
7.如权利要求6所述的船用发动机法兰壳体铸造装置,其特征在于,所述辅助进料口为四个,四个所述辅助进料口设置于待铸造壳体的两侧。
8.如权利要求1所述的船用发动机法兰壳体铸造装置,其特征在于,所述模具还包括设置于所述上模和下模之间的砂芯,用于定型待铸造壳体。
9.如权利要求1所述的船用发动机法兰壳体铸造装置,其特征在于,所述船用发动机法兰壳体铸造装置还包括安装于所述模具上驱动机构以及设置于所述模具内的抽芯,所述驱动机构用于驱动所述抽芯做相对直线运动。
10.如权利要求9所述的船用发动机法兰壳体铸造装置,其特征在于,所述抽芯内具有第四冷却腔,所述水雾冷却机构还包括安装于所述抽芯上的第四冷却管道,所述第四冷却管道的出口与所述第四冷却腔相连通。
技术总结
本技术公开了一种船用发动机法兰壳体铸造装置,包括模具,包括上模和下模,所述下模上设置有主进料口,所述上模内设置有与所述主进料口相对设置的第一冷却腔,所述第一冷却腔与外界相连通;水雾冷却机构,安装于所述模具上,所述水雾冷却机构包括设置于所述上模上的第一冷却管道,所述第一冷却管道的出口与所述第一冷却腔相连通。本技术的船用发动机法兰壳体铸造装置,通过在与主进料口相对的位置处设置第一冷却腔,并且第一冷却管道与第一冷却腔相连通,从而冷却剂通过第一冷却管道进入第一冷却腔内从而对靠近主进料口处的模具进行快速降温,进而起到快速降低主进料口内的物料的温度的效果。
技术研发人员:王业双,张良钰
受保护的技术使用者:纳似韦科技(苏州)有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!