一种游标卡尺尺框磨削装置的制作方法
本技术涉及游标卡尺加工,尤其是指一种游标卡尺尺框磨削装置。
背景技术:
1、游标卡尺是一种测量产品长度和内外径尺寸的量具,其由主尺和附在主尺上能滑动的游标两部分构成,游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。
2、其中,游标在加工领域也被称之为尺框,如图1所示,尺框毛坯件的两翼分别为一个内测量爪和一个外测量爪,在加工时,需要对尺框的中部主尺槽910的两个槽壁(即第一加工面910)和上表面(即第二加工面920)进行磨削,常规厂家针对尺框的磨削是使用平面磨床进行磨削,即使用砂轮侧面和外圆面分别对主尺槽的两个槽壁和尺框的上表面进行磨削,此种磨削方式有以下缺点:(1)对于尺框的定位要求较高,常规手段一般采用旋转卡钳形式,无法精准定位尺框的中心,因此在系统中录入走刀程序时缺乏主尺槽中心线数据,无法保证尺框两侧精度的一致性;(2)需要频繁手动修整砂轮保证砂轮的形状及精度,尤其是砂轮侧面修整频次很高,不仅浪费时间,也增大了对砂轮的消耗。
技术实现思路
1、为此,本实用新型所要解决的技术问题在于克服现有技术中游标卡尺尺框磨削装置对于齿框定位不准确且磨削砂轮消耗大的问题。
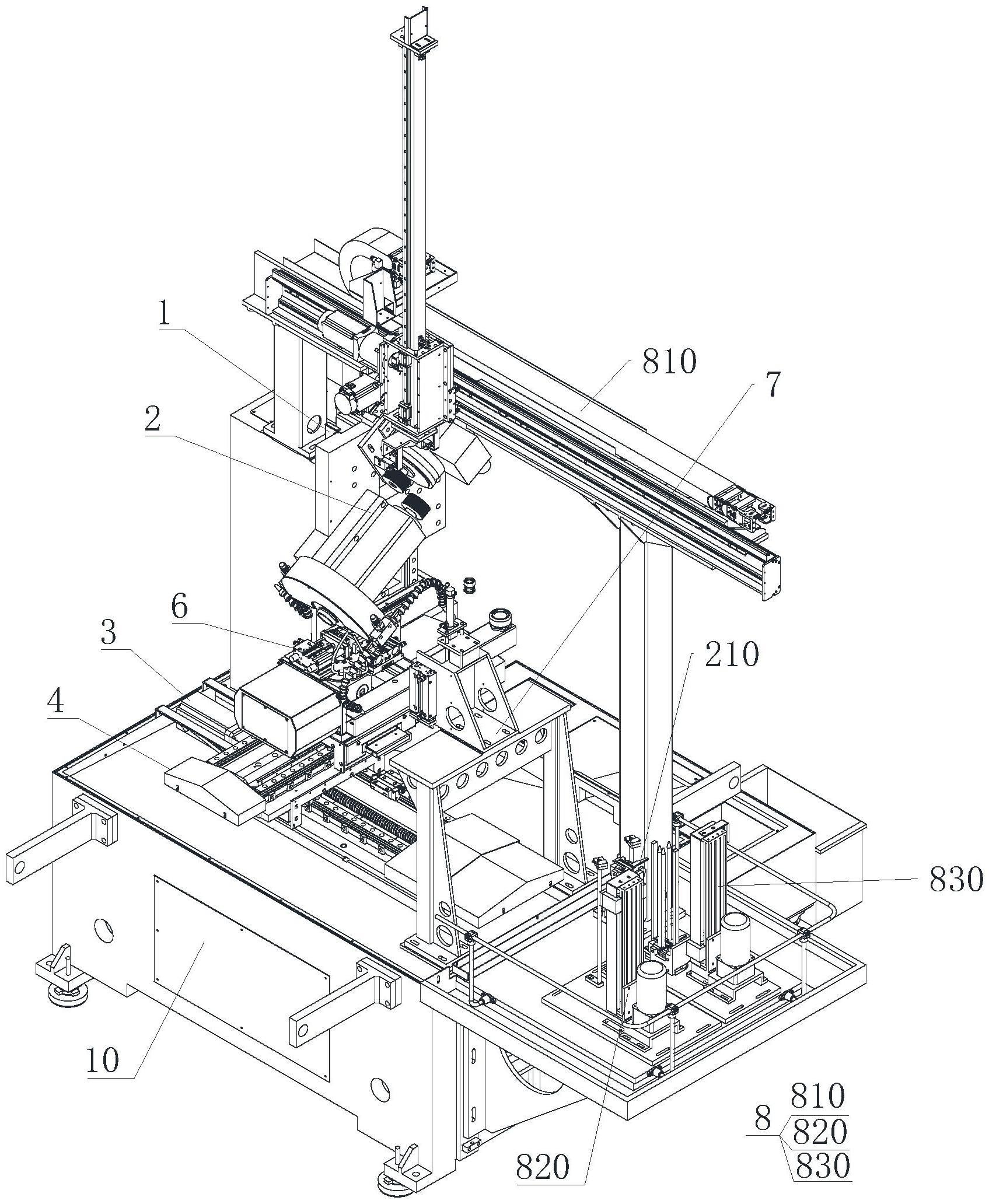
2、为解决上述技术问题,本实用新型提供了一种游标卡尺尺框磨削装置,包括:
3、第一z轴升降机构;
4、磨削组件,其连接所述第一z轴升降机构,所述磨削组件包括砂轮,所述砂轮沿周向设置有水平磨削面和竖直磨削面;
5、第一x轴移动机构,其一端设置于所述砂轮的正下方:
6、y轴移动机构,其连接所述第一x轴移动机构,所述y轴移动机构设置有旋转驱动源:
7、尺框定位机构,其连接所述旋转驱动源;
8、自动分中机构,其设置于所述第一x轴移动机构远离所述砂轮的另一端正上方,所述自动分中机构包括测量仪,所述测量仪用于读取尺框的中心线位置信息;
9、控制组件,其连接所述测量仪,所述控制组件用于控制所述第一x轴移动机构、所述y轴移动机构和所述旋转驱动源对所述尺框的位置调整,所述控制组件还用于控制砂轮在z轴方向的磨削进给。
10、在本实用新型的一个实施例中,所述自动分中机构还包括支架和z轴升降气缸,所述z轴升降气缸连接所述支架,所述测量仪连接所述z轴升降气缸的输出端。
11、在本实用新型的一个实施例中,所述磨削组件还包括固定托板、伺服电机和磨削主轴,所述磨削主轴与所述固定托板转动连接,所述固定托板连接所述第一z轴升降机构,所述伺服电机也连接所述固定托板,所述伺服电机的输出轴通过传动带连接所述磨削主轴的一端,所述磨削主轴的另一端固定连接所述砂轮。
12、在本实用新型的一个实施例中,所述尺框定位机构包括限位底板、x轴限位块、y轴限位块、x轴顶升气缸和y轴顶升气缸,所述x轴限位块、所述y轴限位块、所述x轴顶升气缸和所述y轴顶升气缸均连接所述限位底板,所述限位底板连接所述旋转驱动源。
13、在本实用新型的一个实施例中,还包括上下料组件,所述上下料组件包括抓取机构、上料限位机构和下料限位机构,所述抓取机构用于将所述上料限位机构内的尺框毛坯件移动至所述尺框定位机构内,所述抓取机构还用于将尺框磨削成品件转移至所述下料限位机构。
14、在本实用新型的一个实施例中,所述抓取机构包括第二x轴移动机构、第二z轴升降机构和夹爪气缸,所述夹爪气缸连接所述第二z轴升降机构,所述第二z轴升降机构连接所述第二x轴移动机构,所述夹爪气缸的输出端设置有尺框夹爪。
15、在本实用新型的一个实施例中,所述上料限位机构包括上料板、第三z轴升降机构和多个第一限位杆,所述多个第一限位杆连接所述上料板,所述第三z轴升降机构也连接所述上料板,所述第三z轴升降机上设置有上料托架,所述上料托架伸入所述多个第一限位杆之间。
16、在本实用新型的一个实施例中,所述下料限位机构包括下料板、第四z轴升降机构和多个第二限位杆,所述多个第二限位杆连接所述下料板,所述第四z轴升降机构也连接所述下料板,所述第四z轴升降机上设置有下料托架,所述下料托架伸入所述多个第二限位杆之间。
17、在本实用新型的一个实施例中,所述支架上设置有导轨,所述导轨上滑动连接有连接座,所述连接座的一端连接所述测量仪,所述连接座的另一端连接所述z轴升降气缸的输出端,所述连接座和所述支架之间还设置有多个导向柱。
18、在本实用新型的一个实施例中,还包括底座,所述第一z轴升降机构、所述第一x轴移动机构、所述自动分中机构、所述抓取机构、所述上料限位机构和所述下料限位机构均设置于所述底座上。
19、本实用新型的上述技术方案相比现有技术具有以下优点:
20、本实用新型所述的一种游标卡尺尺框磨削装置,在砂轮的外圆固定设置专门用于加工尺框上主尺槽的两个竖直槽壁和尺框的上表面的两个磨削面,尺框毛坯件由尺框定位机构固定后,随着第一x轴移动机构和y轴移动机构移动至测量仪的下方,由测量仪读取尺框上主尺槽的中心线位置信息并传输给控制组件,进而能够实现尺框的自动分中定位,控制组件根据既定进给量和磨切顺序,控制尺框在x轴和y轴方向的移动,同时控制砂轮在z轴方向的磨削进给,保证了尺框毛坯件的加工精度,同时使用砂轮外圆进行磨削,也降低了对砂轮的损耗,无需对砂轮进行调整,提高了生产效率。
技术特征:
1.一种游标卡尺尺框磨削装置,其特征在于,包括:
2.根据权利要求1所述的游标卡尺尺框磨削装置,其特征在于:所述自动分中机构还包括支架和z轴升降气缸,所述z轴升降气缸连接所述支架,所述测量仪连接所述z轴升降气缸的输出端。
3.根据权利要求1所述的游标卡尺尺框磨削装置,其特征在于:所述磨削组件还包括固定托板、伺服电机和磨削主轴,所述磨削主轴与所述固定托板转动连接,所述固定托板连接所述第一z轴升降机构,所述伺服电机也连接所述固定托板,所述伺服电机的输出轴通过传动带连接所述磨削主轴的一端,所述磨削主轴的另一端固定连接所述砂轮。
4.根据权利要求1所述的游标卡尺尺框磨削装置,其特征在于:所述尺框定位机构包括限位底板、x轴限位块、y轴限位块、x轴顶升气缸和y轴顶升气缸,所述x轴限位块、所述y轴限位块、所述x轴顶升气缸和所述y轴顶升气缸均连接所述限位底板,所述限位底板连接所述旋转驱动源。
5.根据权利要求1所述的游标卡尺尺框磨削装置,其特征在于:还包括上下料组件,所述上下料组件包括抓取机构、上料限位机构和下料限位机构,所述抓取机构用于将所述上料限位机构内的尺框毛坯件移动至所述尺框定位机构内,所述抓取机构还用于将尺框磨削成品件转移至所述下料限位机构。
6.根据权利要求5所述的游标卡尺尺框磨削装置,其特征在于:所述抓取机构包括第二x轴移动机构、第二z轴升降机构和夹爪气缸,所述夹爪气缸连接所述第二z轴升降机构,所述第二z轴升降机构连接所述第二x轴移动机构,所述夹爪气缸的输出端设置有尺框夹爪。
7.根据权利要求5所述的游标卡尺尺框磨削装置,其特征在于:所述上料限位机构包括上料板、第三z轴升降机构和多个第一限位杆,所述多个第一限位杆连接所述上料板,所述第三z轴升降机构也连接所述上料板,所述第三z轴升降机上设置有上料托架,所述上料托架伸入所述多个第一限位杆之间。
8.根据权利要求5所述的游标卡尺尺框磨削装置,其特征在于:所述下料限位机构包括下料板、第四z轴升降机构和多个第二限位杆,所述多个第二限位杆连接所述下料板,所述第四z轴升降机构也连接所述下料板,所述第四z轴升降机上设置有下料托架,所述下料托架伸入所述多个第二限位杆之间。
9.根据权利要求2所述的游标卡尺尺框磨削装置,其特征在于:所述支架上设置有导轨,所述导轨上滑动连接有连接座,所述连接座的一端连接所述测量仪,所述连接座的另一端连接所述z轴升降气缸的输出端,所述连接座和所述支架之间还设置有多个导向柱。
10.根据权利要求5所述的游标卡尺尺框磨削装置,其特征在于:还包括底座,所述第一z轴升降机构、所述第一x轴移动机构、所述自动分中机构、所述抓取机构、所述上料限位机构和所述下料限位机构均设置于所述底座上。
技术总结
本技术涉及一种游标卡尺尺框磨削装置,包括第一Z轴升降机构及其上设置的砂轮;第一X轴移动机构:Y轴移动机构及其上设置的旋转驱动源:尺框定位机构;自动分中机构,其包括测量仪;控制组件。在砂轮的外圆设置用于加工尺框上主尺槽的槽壁和上表面的两个磨削面,尺框毛坯件由X轴移动机构和Y轴移动机构移动至测量仪的下方,由测量仪读取尺框上主尺槽的中心线位置信息并传输给控制组件,进而实现尺框的自动分中定位,控制组件根据既定进给量和磨切顺序,控制尺框在X轴和Y轴方向的移动,同时控制砂轮在Z轴方向的进给,保证了尺框毛坯件的加工精度,同时使用砂轮外圆进行磨削,也降低了对砂轮的损耗,无需对砂轮进行调整,提高了生产效率。
技术研发人员:胡建红
受保护的技术使用者:太仓庄正数控设备有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!