一种大镜片芯取设备的制作方法
【】本技术属于光学镜片加工,尤其涉及一种大镜片芯取设备。
背景技术
0、
背景技术:
1、镜片芯取装置是光学机械制造设备之一,广泛应用于各个领域,传统的芯取工序一般是采用镜片芯取装置来对镜片进行加工,其工作过程是:(1)推动摇臂将夹具打开,将未加工镜片放置在夹具的夹口中,再次推动摇臂将夹具合拢并夹紧镜片;(2)运行镜片芯取装置进行打磨;(3)打磨完成后,再次推动摇臂将夹具打开并取出镜片;在此过程中,取料和放料的动作都为手动操作,一方面操作人员的劳动强度大,人力成本较高,且工作效率低;另一方面放料的精准度低,使得打磨后的产品的良率较低。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的在于提供一种自动化程度高,大大提高生产效率和良品率的大镜片芯取设备。
2、本实用新型由以下技术方案实现的:
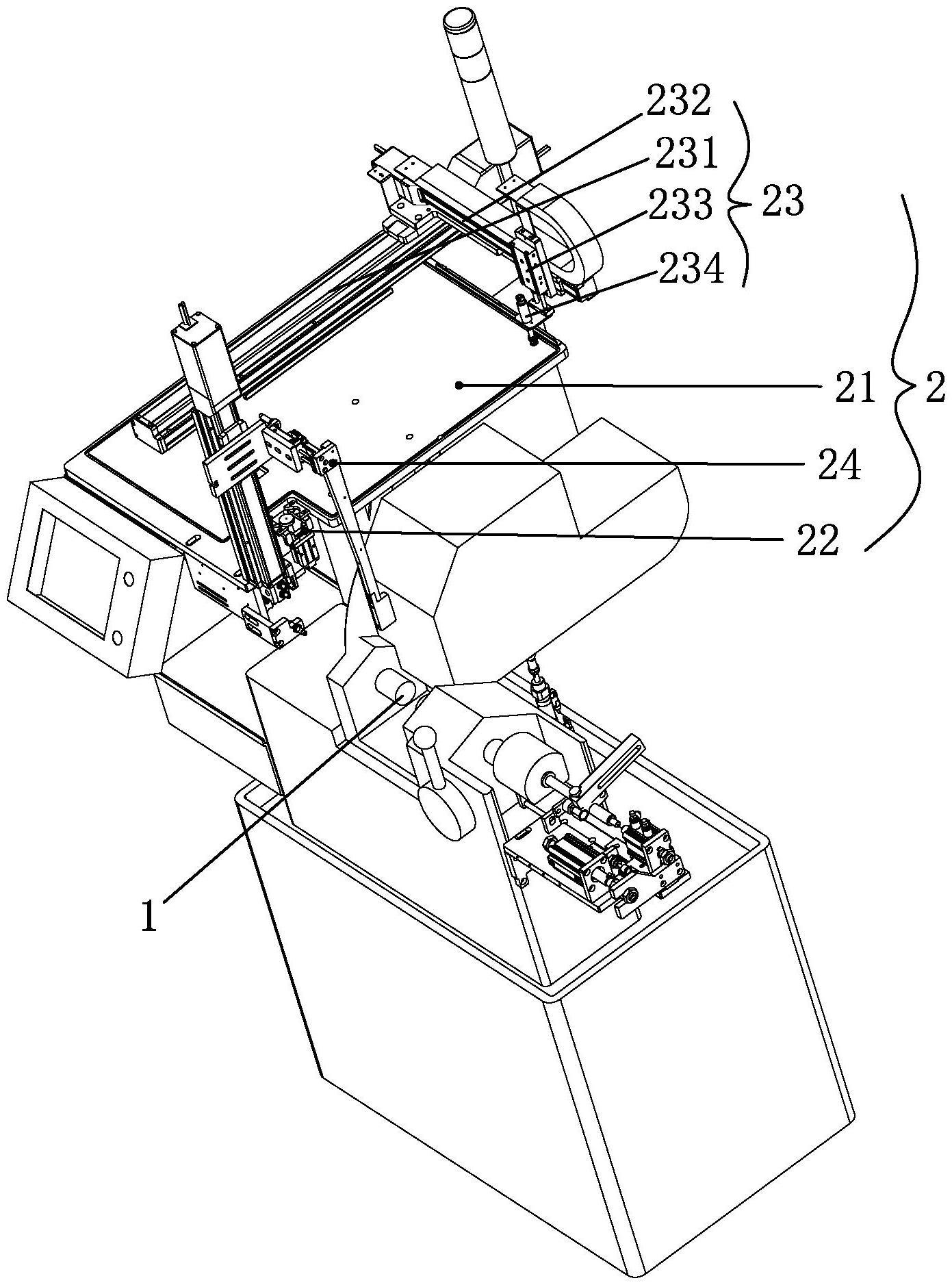
3、一种大镜片芯取设备,包括芯取机构、以及用于将大镜片送至芯取机构进行加工的自动加装装置,所述自动加装装置包括:
4、工作平台,其用于放置大镜片;
5、定位转向机构,其设于工作平台上,用于水平放置并定位大镜片,且将水平状态的大镜片转换为竖直状态;
6、取料机构,其设于工作平台上,用于将工作平台上的大镜片水平放置在所述定位转向机构上;
7、放料机构,其设于工作平台上,用于将所述定位转向机构上处于竖直状态的大镜片取出并放至所述芯取机构的作用端上,由芯取机构对竖直状态的大镜片进行加工。
8、如上所述一种大镜片芯取设备,所述定位转向机构包括设于所述工作平台下方的第一安装板、设于第一安装板上的第二安装板、设于第二安装板上的第二驱动件、设于所述第二驱动件旋转驱动端的第三安装板、设于第三安装板上用于支撑大镜片的支撑定位杆、以及设于第三安装板上用于夹紧放置在支撑定位杆上大镜片的夹紧组件,所述第二驱动件用于驱动所述第三安装板旋转,以带动所述夹紧组件和所述支撑定位杆向靠近所述放料机构方向翻转。
9、如上所述一种大镜片芯取设备,所述第二安装板活动设于所述第一安装板上,所述第一安装板上还设有用于驱动所述第二安装板向靠近放料机构方向移动的第一驱动件。
10、如上所述一种大镜片芯取设备,所述夹紧组件包括竖直设置且与所述支撑定位杆相平行的夹紧缸、分别设于所述夹紧缸两驱动端上的夹紧连接件、以及设于夹紧连接件远离夹紧缸一端的定位夹具,所述夹紧连接件一端与夹紧缸驱动端连接,另一端向靠近支撑定位杆方向延伸,以使两所述定位夹具分别位于所述支撑定位杆两侧。
11、如上所述一种大镜片芯取设备,所述夹紧连接件包括与所述夹紧缸驱动端连接的第一连接部、以及设于第一连接部上并向支撑定位杆方向延伸设置的第二连接部,所述定位夹具设于所述第二连接部上,所述第一连接部与所述支撑定位杆相平行。
12、如上所述一种大镜片芯取设备,所述夹紧连接件呈l型。
13、如上所述一种大镜片芯取设备,所述工作平台上设有平台缺口,所述夹紧组件和所述支撑定位杆位于所述平台缺口中,用于为所述夹紧组件和所述支撑定位杆向靠近所述放料机构方向翻转时让位。
14、如上所述一种大镜片芯取设备,所述放料机构包括第四安装板、沿竖直方向设于工作平台上用于驱动所述第四安装板升降活动的升降驱动模组、设于第四安装板上的第三驱动件、以及设于第三驱动件驱动端的吸杆,所述第三驱动件用于驱动所述吸杆向靠近所述芯取机构方向移动,以使所述吸杆与所述芯取机构的作用端相对应。
15、如上所述一种大镜片芯取设备,所述吸杆远离所述第三驱动件的一端设有上下设置的第一吸嘴连接孔和第二吸嘴连接孔,所述第一吸嘴连接孔和第二吸嘴连接孔与所述定位转向机构相对设置。
16、如上所述一种大镜片芯取设备,所述取料机构包括设于工作平台上的x轴驱动模组、设于x轴驱动模组上的y轴驱动模组、设于y轴驱动模组上的z轴驱动模组、以及设于z轴驱动模组上的取料件,所述x轴驱动模组用于驱动所述y轴驱动模组沿x轴方向移动,所述y轴驱动模组用于驱动所述z轴驱动模组沿y轴方向移动,所述z轴驱动模组用于驱动所述取料件沿z轴方向移动,以将放置在工作平台上的大镜片水平放置在所述定位转向机构上。
17、与现有技术相比,本实用新型有如下优点:
18、1、本实用新型提供了一种大镜片芯取设备,包括芯取机构、以及用于将大镜片送至芯取机构进行加工的自动加装装置,自动加装装置包括工作平台、定位转向机构、取料机构、以及放料机构,工作时,通过取料机构将工作平台上的待加工大镜片水平放在定位转向机构上定位,通过定位转向机构将水平状态的大镜片转换为竖直状态,最后通过放料机构将定位转向机构上处于竖直状态的大镜片取出并放至芯取机构的作用端上,由芯取机构对竖直状态的大镜片进行加工,由此实现大镜片自动化芯取加工,自动化程度高,大大提高生产效率和良品率;
19、2、本申请夹紧组件包括竖直设置且与所述支撑定位杆相平行的夹紧缸、分别设于所述夹紧缸两驱动端上的夹紧连接件、以及设于夹紧连接件远离夹紧缸一端的定位夹具,所述夹紧连接件一端与夹紧缸驱动端连接,另一端向靠近支撑定位杆方向延伸,以使两所述定位夹具分别位于所述支撑定位杆两侧,将镜片放置在支撑定位杆上后由两所述定位夹具相向移动夹紧,而将夹紧缸设置成与支撑定位杆相平行,不仅减小水平方向上的占用空间,而且避免了夹紧缸与定位夹具在同一水平面上妨碍镜片放置而无法放置大镜片的情况。
技术特征:
1.一种大镜片芯取设备,其特征在于,包括芯取机构(1)、以及用于将大镜片送至芯取机构(1)进行加工的自动加装装置(2),所述自动加装装置(2)包括:
2.根据权利要求1所述的一种大镜片芯取设备,其特征在于,所述定位转向机构(22)包括设于所述工作平台(21)下方的第一安装板(221)、设于第一安装板(221)上的第二安装板(222)、设于第二安装板(222)上的第二驱动件(223)、设于所述第二驱动件(223)旋转驱动端的第三安装板(224)、设于第三安装板(224)上用于支撑大镜片的支撑定位杆(225)、以及设于第三安装板(224)上用于夹紧放置在支撑定位杆(225)上大镜片的夹紧组件(226),所述第二驱动件(223)用于驱动所述第三安装板(224)旋转,以带动所述夹紧组件(226)和所述支撑定位杆(225)向靠近所述放料机构(24)方向翻转。
3.根据权利要求2所述的一种大镜片芯取设备,其特征在于,所述第二安装板(222)活动设于所述第一安装板(221)上,所述第一安装板(221)上还设有用于驱动所述第二安装板(222)向靠近放料机构(24)方向移动的第一驱动件(227)。
4.根据权利要求3所述的一种大镜片芯取设备,其特征在于,所述夹紧组件(226)包括竖直设置且与所述支撑定位杆(225)相平行的夹紧缸(2261)、分别设于所述夹紧缸(2261)两驱动端上的夹紧连接件(2262)、以及设于夹紧连接件(2262)远离夹紧缸(2261)一端的定位夹具(2263),所述夹紧连接件(2262)一端与夹紧缸(2261)驱动端连接,另一端向靠近支撑定位杆(225)方向延伸,以使两所述定位夹具(2263)分别位于所述支撑定位杆(225)两侧。
5.根据权利要求4所述的一种大镜片芯取设备,其特征在于,所述夹紧连接件(2262)包括与所述夹紧缸(2261)驱动端连接的第一连接部(2262a)、以及设于第一连接部(2262a)上并向支撑定位杆(225)方向延伸设置的第二连接部(2262b),所述定位夹具(2263)设于所述第二连接部(2262b)上,所述第一连接部(2262a)与所述支撑定位杆(225)相平行。
6.根据权利要求4所述的一种大镜片芯取设备,其特征在于,所述夹紧连接件(2262)呈l型。
7.根据权利要求2所述的一种大镜片芯取设备,其特征在于,所述工作平台(21)上设有平台缺口(4),所述夹紧组件(226)和所述支撑定位杆(225)位于所述平台缺口(4)中,用于为所述夹紧组件(226)和所述支撑定位杆(225)向靠近所述放料机构(24)方向翻转时让位。
8.根据权利要求1所述的一种大镜片芯取设备,其特征在于,所述放料机构(24)包括第四安装板(241)、沿竖直方向设于工作平台(21)上用于驱动所述第四安装板(241)升降活动的升降驱动模组(242)、设于第四安装板(241)上的第三驱动件(243)、以及设于第三驱动件(243)驱动端的吸杆(244),所述第三驱动件(243)用于驱动所述吸杆(244)向靠近所述芯取机构(1)方向移动,以使所述吸杆(244)与所述芯取机构(1)的作用端相对应。
9.根据权利要求8所述的一种大镜片芯取设备,其特征在于,所述吸杆(244)远离所述第三驱动件(243)的一端设有上下设置的第一吸嘴连接孔(5)和第二吸嘴连接孔(6),所述第一吸嘴连接孔(5)和第二吸嘴连接孔(6)与所述定位转向机构(22)相对设置。
10.根据权利要求1所述的一种大镜片芯取设备,其特征在于,所述取料机构(23)包括设于工作平台(21)上的x轴驱动模组(231)、设于x轴驱动模组(231)上的y轴驱动模组(232)、设于y轴驱动模组(232)上的z轴驱动模组(233)、以及设于z轴驱动模组(233)上的取料件(234),所述x轴驱动模组(231)用于驱动所述y轴驱动模组(232)沿x轴方向移动,所述y轴驱动模组(232)用于驱动所述z轴驱动模组(233)沿y轴方向移动,所述z轴驱动模组(233)用于驱动所述取料件(234)沿z轴方向移动,以将放置在工作平台(21)上的大镜片水平放置在所述定位转向机构(22)上。
技术总结
本技术属于光学镜片加工技术领域,尤其涉及一种大镜片芯取设备,包括芯取机构、以及用于将大镜片送至芯取机构进行加工的自动加装装置,自动加装装置包括工作平台、定位转向机构、取料机构、以及放料机构,工作时,通过取料机构将工作平台上的待加工大镜片水平放在定位转向机构上定位,通过定位转向机构将水平状态的大镜片转换为竖直状态,最后通过放料机构将定位转向机构上处于竖直状态的大镜片取出并放至芯取机构的作用端上,由芯取机构对竖直状态的大镜片进行加工,由此实现大镜片自动化芯取加工,自动化程度高,大大提高生产效率和良品率。
技术研发人员:陈谢局,宋超,丁立煜,饶龙军
受保护的技术使用者:中山市光维智能科技有限公司
技术研发日:20221228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!