一种用于数控刀片精磨的定位夹具的制作方法
本技术涉及磨削加工,特别涉及一种用于数控刀片精磨的定位夹具。
背景技术:
1、随着对金属加工产品质量的要求不断提高,对刀片的尺寸精度要求也越来越高,常规压制刀片已经无法满足尺寸精度要求,加之部分刀片的外形比较复杂,压制生产又受到技术限制无法一次成型,这类型刀片往往需要进行精磨加工。目前常用的夹具都采用简单的杠杆压紧原理,其特点在于结构简单,造价便宜,但通用性和稳定性差,压块与刀片接触往往为线接触,产品在磨削过程中容易松动,从而导致产品稳定性差,容易造成尺寸偏差,产品厚度不一致时这种情况出现的概率越大。
2、公开号为cn212095571u的专利公开了数控刀片下定位研磨治具,包括上压定位治具、下压定位治具、旋转夹具组件、底座燕尾调节组件和数控刀片下定位研磨治具,所述上压定位治具通过其底面设置的治具底板固定连接于所述数控刀片下定位研磨治具的顶面,所述下压定位治具通过其底面设置的下压固定座固定连接于所述治具底板的一侧的顶面,所述下压定位治具一侧设置有所述旋转夹具组件,所述数控刀片下定位研磨治具包括上方设置的所述底座燕尾调节组件与底面设置的燕尾槽底座,该实用新型稳定性差,压块与刀片接触往往为线接触,产品在磨削过程中容易松动,从而导致产品稳定性差,容易造成尺寸偏差。
技术实现思路
1、本实用新型为解决上述现有技术,提供了一种用于数控刀片精磨的定位夹具。
2、本实用新型采用的技术方案是:
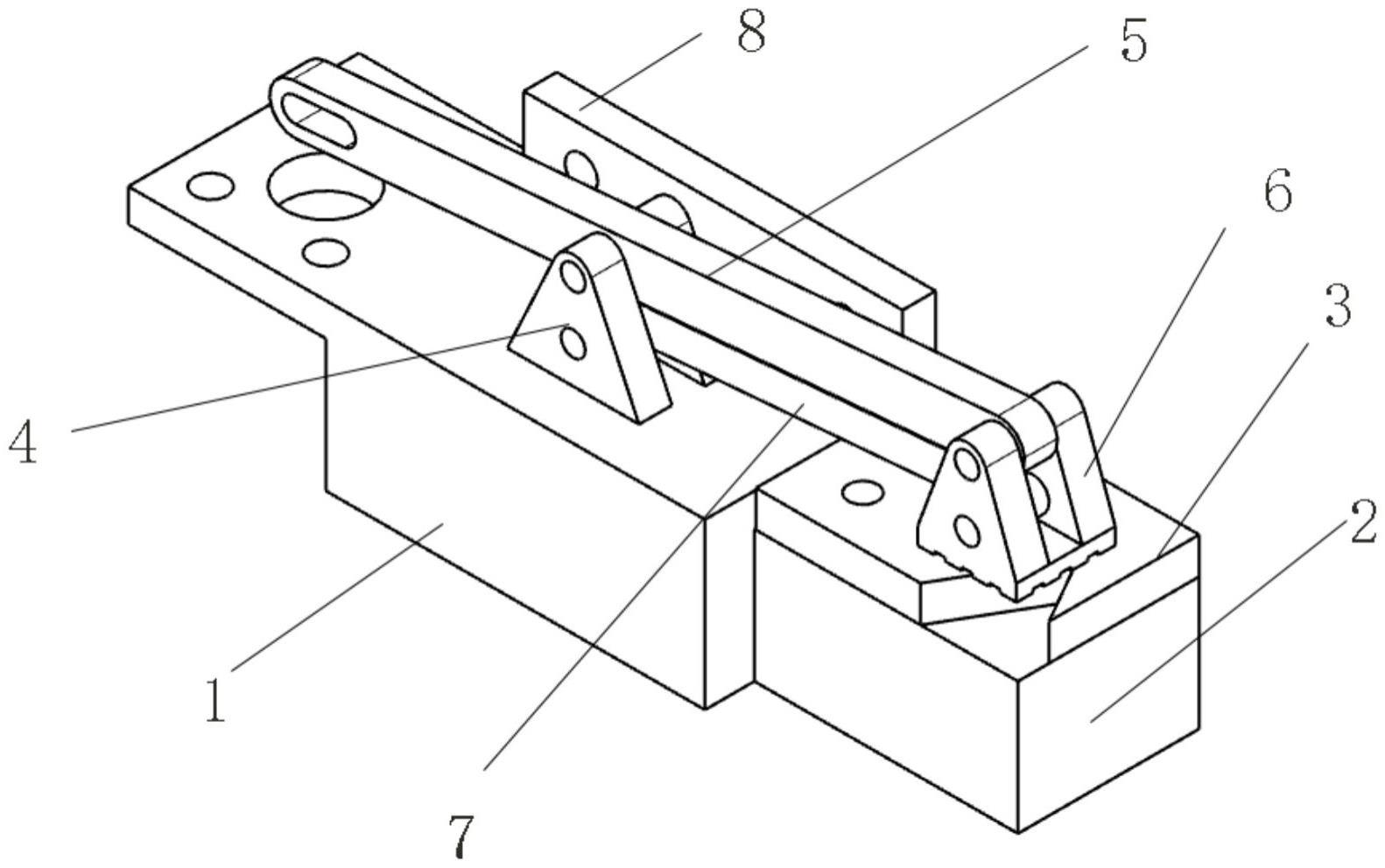
3、本实用新型提供一种用于数控刀片精磨的定位夹具,包括与机床底座连接的基座,所述基座一端固定有气缸,所述基座另一端设有定位基块,所述定位基块上固定有定位片,所述基座中间位置处固定有凸起支架,凸起支架与压杆中心铰链连接,所述压杆一端末端与气缸铰链连接,另一端末端与压块铰链连接,所述凸起支架与压块之间还设有拉杆,所述拉杆两端分别与压块和凸起支架铰链连接。
4、进一步地,所述基座一侧还设有与机床连接的定位装置,采用螺栓连接。
5、进一步地,所述基座设有与机床底座连接的定位孔,采用固定螺栓连接。
6、进一步地,所述基座一端设有固定气缸的气缸定位孔,采用固定螺栓连接,所述气缸定位孔的平面与基准定位面平行。
7、进一步地,所述定位基块上表面为基准定位面,用于刀片夹紧定位,所述定位面与机床水平面垂直,定位面上有用于安装定位片的螺钉孔。
8、进一步地,所述定位片为活动垫片,其外形为长方形,且长宽与基座基准定位面大小一致,定位片一端设有沉头螺钉孔,用于安装螺栓与基座相连接;另一端设有用于限位刀片的开口。
9、进一步地,所述压块为中间开槽的近似三角体,压块上部位置处设有上部通孔和下部通孔,所述上部通孔和下部通孔分别通过销钉与压杆和拉杆铰链连接。
10、进一步地,所述压块底部与刀片面接触面为平面,底部中间开横竖的避空槽。
11、进一步地,所述凸起支架中心位置处设有孔一,孔二,孔一与压杆中心孔连接,孔二与拉杆连接。
12、进一步地,所述拉杆两端设有孔三和孔四,所述拉杆两端孔的距离等于压杆上凸起支架孔二到压块铰链连接的下部通孔的距离。
13、与现有技术相比,本实用新型的有益效果是:
14、(1)本实用新型采用杠杆压紧原理,原理结构简单,压紧力和行程都可调。压紧力可通过杠杆之间的尺寸调节。行程可通过气缸的伸缩距离调整,可以满足不同型号的刀片的装夹。
15、(2)本实用新型中压块与压杆采用铰链连接,压块与基座之间构成平行四边形连杆机构,保证了压块平面与刀片接触位置处始终为面面接触。同等压力条件下,可提供更大的摩擦力和装夹稳定性。
16、(3)本实用新型主要用于需要立装磨削的刀片,由于采用了平行四边形连杆机构,厚度不同的同一型号刀片,可以直接通用无需更换夹具。对于外形不同的刀片只需更换中心定位片即可,通用性强。
技术特征:
1.一种用于数控刀片精磨的定位夹具,其特征在于,包括与机床底座连接的基座,所述基座一端固定有气缸,所述基座另一端设有定位基块,所述定位基块上固定有定位片,所述基座中间位置处固定有凸起支架,凸起支架与压杆中心铰链连接,所述压杆一端末端与气缸铰链连接,另一端末端与压块铰链连接,所述凸起支架与压块之间还设有拉杆,所述拉杆两端分别与压块和凸起支架铰链连接。
2.根据权利要求1所述的一种用于数控刀片精磨的定位夹具,其特征在于,所述基座一侧还设有与机床连接的定位装置,采用螺栓连接。
3.根据权利要求1所述的一种用于数控刀片精磨的定位夹具,其特征在于,所述基座设有与机床底座连接的定位孔,采用固定螺栓连接。
4.根据权利要求1所述的一种用于数控刀片精磨的定位夹具,其特征在于,所述基座一端设有固定气缸的气缸定位孔,采用固定螺栓连接,所述气缸定位孔的平面与基准定位面平行。
5.根据权利要求1所述的一种用于数控刀片精磨的定位夹具,其特征在于,所述定位基块上表面为基准定位面,用于刀片夹紧定位,所述定位面与机床水平面垂直,定位面上有用于安装定位片的螺钉孔。
6.根据权利要求1所述的一种用于数控刀片精磨的定位夹具,其特征在于,所述定位片为活动垫片,其外形为长方形,且长宽与基座基准定位面大小一致,定位片一端设有沉头螺钉孔,用于安装螺栓与基座相连接;另一端设有用于限位刀片的开口。
7.根据权利要求1所述的一种用于数控刀片精磨的定位夹具,其特征在于,所述压块为中间开槽的近似三角体,压块上部位置处设有上部通孔和下部通孔,所述上部通孔和下部通孔分别通过销钉与压杆和拉杆铰链连接。
8.根据权利要求1所述的一种用于数控刀片精磨的定位夹具,其特征在于,所述压块底部与刀片面接触面为平面,底部中间开横竖的避空槽。
9.根据权利要求1所述的一种用于数控刀片精磨的定位夹具,其特征在于,所述凸起支架中心位置处设有孔一,孔二,孔一与压杆中心孔连接,孔二与拉杆连接。
10.根据权利要求1所述的一种用于数控刀片精磨的定位夹具,其特征在于,所述拉杆两端设有孔三和孔四,所述拉杆两端孔的距离等于压杆上凸起支架孔二到压块铰链连接的下部通孔的距离。
技术总结
本技术公开了一种用于数控刀片精磨的定位夹具,包括基座,所述基座一端固定有气缸,所述基座另一端设有定位基块,所述定位基块上固定有定位片,所述基座中间位置处固定有凸起支架,凸起支架与压杆中心铰链连接,所述压杆一端末端与气缸铰链连接,另一端末端与压块铰链连接,所述凸起支架与压块之间还设有拉杆,所述拉杆两端分别与压块和凸起支架铰链连接;本技术解决了现有技术稳定性差,产品在磨削过程中容易松动的问题,本技术能够应用于带机械手自动装夹的机床中,能保证压块与刀片始终为面接触,装夹定位时不会因为单边受力导致装夹不稳,能够保证每一个刀片在夹具中的位置都精准靠紧刀片定位基准,能满足不同厚度的要求。
技术研发人员:李剑锋,周焱强,杨俊鹏,刘昌斌
受保护的技术使用者:株洲韦凯切削工具有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!