连续铸造用浸渍喷嘴的制作方法
本发明涉及一种连续铸造用浸渍喷嘴。本发明的浸渍喷嘴特别适用于模具厚度小于200mm的板坯的连续铸造。
背景技术:
1、近年来,为了轧制工序的省力化,引入了模具厚度为200mm以下的板坯(称为薄板坯或中厚板坯。)的连续铸造。与此相应,采用喷出部为扁平的浸渍喷嘴(以下,称为扁平型喷嘴。)来代替以往的圆筒型的浸渍喷嘴(以下,称为圆筒型喷嘴。)。但是,扁平型喷嘴与以往的圆筒型喷嘴相比,存在如下问题:当钢液穿过位于扁平型喷嘴的上游的止动件、滑动喷嘴等时产生的偏流难以平息。因此,铸模内的钢液变得不均匀,从而导致钢质量的恶化。因此为了消除该问题,构想了以抑制偏流为指向的各种扁平型喷嘴。
2、在专利文献1和专利文献2中,公开了一种上游侧形成为大致圆筒状、下游侧形成为扁平状的喷嘴。在专利文献3中,公开了在出口侧形成为扁平状的喷嘴中,在入口侧揭示有由大径化部和小径化部构成的钢液搅拌部的例子。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开平11-47897号公报
6、专利文献2:日本特表2001-501132号公报(或者美国专利第5785880号说明书)
7、专利文献3:日本特开2001-300699号公报
技术实现思路
1、发明所要解决的问题
2、但是,在这些现有技术中无法充分抑制偏流。在专利文献1和专利文献2中,可以说部分消除了上游侧的圆筒部分的偏流,但即使在下游侧设置扁平部分,也未完全抑制喷出的钢液流的偏流。此外,就专利文献3的喷嘴而言,由于其复杂的形状,制造成品率差,而且弯曲应力集中在大径化部和小径化部的边界,容易产生裂纹。
3、因此,本发明所要解决的问题在于,提供一种具有比较简单的结构,并且喷嘴内的钢液流动得到了优化的连续铸造用浸渍喷嘴。由此,谋求铸片的质量和生产率的提高。
4、用于解决问题的方案
5、对扁平型喷嘴内的钢液流动进行了流体分析,结果表明:在扁平喷嘴的内管的横截面形状从圆形转变为扁平形状的部分中,在横截面形状为圆形的部分处至少部分地收缩内径,暂时使流体向内管中央部集中来进行整流化,由此在之后的向扁平形状转变时流体容易被左右均匀地分配。此外,还确认了:为了缓和因暂时收缩内径而造成的流速的上升,将喷出孔附近的内管截面积设为收缩部分的截面积的1.20倍以上是有效的。基于这些见解,对扁平型喷嘴各部的形状进行了优化。
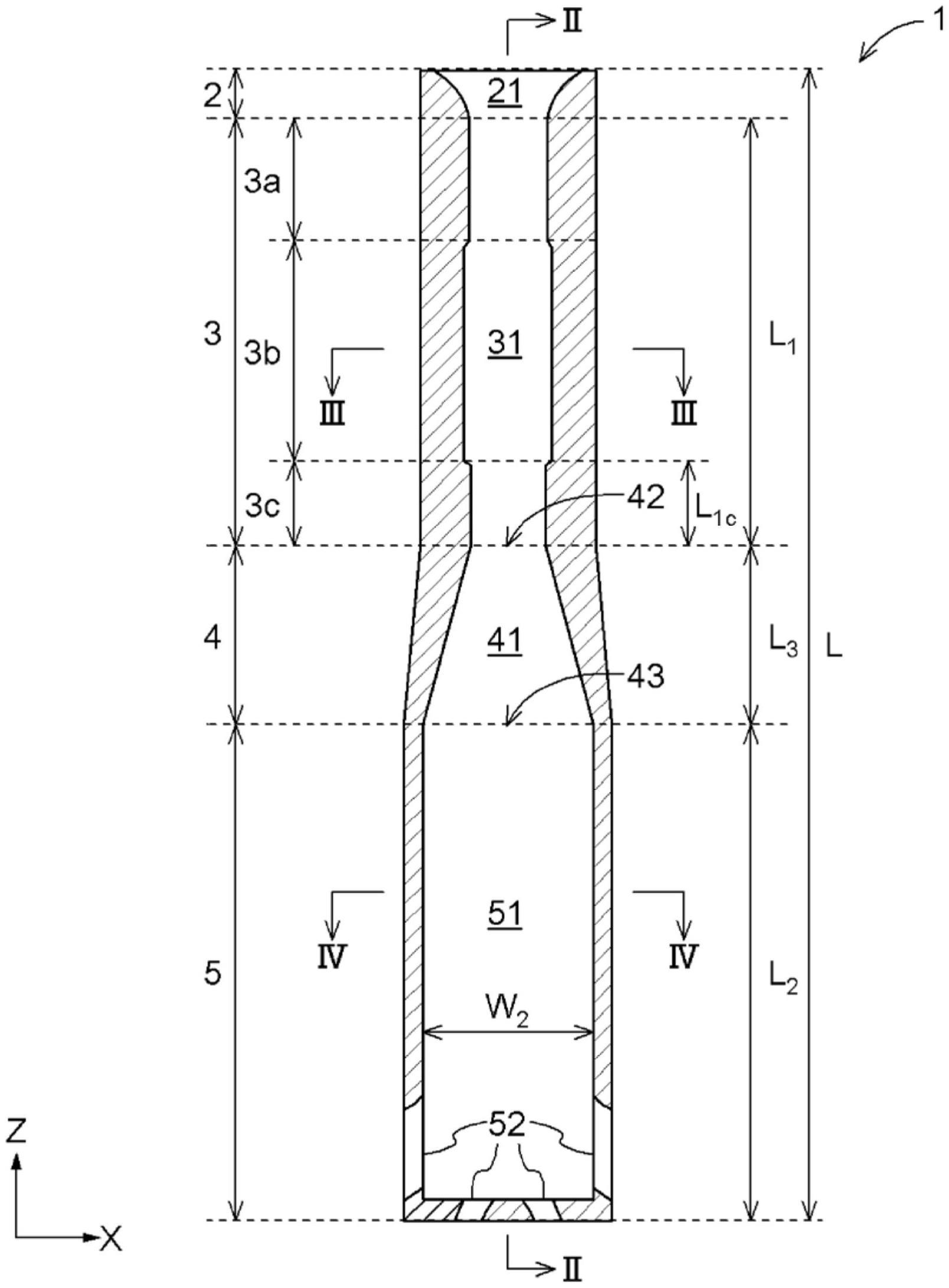
6、本发明的连续铸造用浸渍喷嘴具备流路和开口部,该连续铸造用浸渍喷嘴从基端侧起依次设有第一部分、连接部分以及第二部分,该连续铸造用浸渍喷嘴的特征在于,在所述第一部分中,所述流路的横截面形状为圆形,在所述第二部分中,所述流路的形状为扁平状,在所述连接部分中,所述流路的形状为将所述第一部分的所述流路与所述第二部分的所述流路连续地连接的形状,所述开口部设于所述第二部分的前端侧,且沿着所述扁平状的面方向延伸,将所述第一部分中的所述流路的截面积的最大值设为s1,将所述第二部分中的所述流路的截面积的最大值设为s2,将从所述第一部分和所述连接部分的边界部起至上游侧的所述第一部分的长度的20%的范围内的所述流路的截面积的最小值设为s3,s2比s1大,s1与s3之比s1/s3为1.10以上且2.00以下,并且s2与s3之比s2/s3为1.20以上且2.50以下。
7、根据该构成,能在使喷嘴的结构比较简单的同时,使喷嘴内的钢液流动得到优化。第一,在大致圆筒状的第一部分的下端设置至少部分地收缩了流路的内径的部分,由此钢液流易于在流入连接部分之前进行整流。第二,使第二部分中的流路的截面积的最大值大于上述收缩了内径的部分中的流路的截面积的最小值,由此在第二部分中适当地使钢液流的流速减小,并且钢液流易于被均匀地供给至喷嘴的左右。
8、以下,对本发明的优选方案进行说明。不过,本发明的范围不受以下记载的优选方案例限定。
9、作为本发明的连续铸造用浸渍喷嘴的一个方案,优选的是,所述第一部分、所述第二部分以及所述连接部分各自的长度相对于全长的比例均为10%以上。
10、根据该构成,易于以充分的水平得到抑制偏流的效果和降低钢液流的流速的效果这双方。
11、作为本发明的连续铸造用浸渍喷嘴的一个方案,优选的是,所述第二部分中的所述流路的宽度为300mm以下。
12、根据该构成,易于以充分的水平得到降低钢液流的流速的效果。
13、作为本发明的连续铸造用浸渍喷嘴的一个方案,优选的是,该连续铸造用浸渍喷嘴还具有:接合部分,连接于所述第一部分的基端侧,在所述接合部分中,所述流路的截面积从基端侧向前端侧逐渐减小。
14、根据该构成,在采用止动件型的流量控制的情况下,能消除成为从浇口盘到铸模使钢液氧化的进气的原因的接缝,因此易于提高钢的质量。
15、通过参照附图来进行记述的以下的例示性且非限定性的实施方式的说明,本发明的进一步的特征和优点会变得更加明确。
技术特征:
1.一种连续铸造用浸渍喷嘴,具备流路和开口部,所述连续铸造用浸渍喷嘴从基端侧起依次设有第一部分、连接部分以及第二部分,其中,
2.根据权利要求1所述的连续铸造用浸渍喷嘴,其中,
3.根据权利要求1或2所述的连续铸造用浸渍喷嘴,其中,
4.根据权利要求1~3中任一项所述的连续铸造用浸渍喷嘴,还具有:
技术总结
在第一部分(3)中,流路(31)的横截面形状为圆形,在第二部分(5)中,流路(51)的形状为扁平状,在连接部分(4)中,流路(41)的形状为将第一部分(3)的流路(31)与第二部分(5)的流路(51)连续地连接的形状,开口部(52)设于第二部分(5)的前端侧,且沿着扁平状的面方向延伸,将第一部分(3)中的流路(31)的截面积的最大值设为S<subgt;1</subgt;,将第二部分(5)中的流路(51)的截面积的最大值设为S<subgt;2</subgt;,将从第一部分(3)和连接部分(4)的边界部(42)起至上游侧的第一部分(3)的长度(L<subgt;1</subgt;)的20%的范围内中的流路(31)的截面积的最小值设为S<subgt;3</subgt;,S<subgt;2</subgt;比S<subgt;1</subgt;大,S<subgt;1</subgt;与S<subgt;3</subgt;之比S<subgt;1</subgt;/S<subgt;3</subgt;为1.10以上且2.00以下,并且S<subgt;2</subgt;与S<subgt;3</subgt;之比S<subgt;2</subgt;/S<subgt;3</subgt;为1.20以上且2.50以下。
技术研发人员:新妻宏泰,藤田佳吾
受保护的技术使用者:品川耐火材料株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!