树脂软刀及其制备方法与流程
本申请涉及半导体封装切割,尤其涉及一种树脂软刀及其制备方法。
背景技术:
1、目前,应用于实践中的树脂、金刚石及其他填料的混合后而形成的组合物,其中,树脂主要起粘结作用,金刚石主要起磨削作用,其他填料相对应的增加或减少主要起改善组合物整体性能的作用,其他填料可以为石墨、镍、锡、锌等,也可以为氧化铁、氧化铬、氧化锌等氧化物材料。
2、上述组合物可通过热压的方式制备树脂软刀,然而,使用上述方式制备的树脂软刀的切割寿命较短,且在切割工件时工件上容易出现崩边、毛刺、拉丝等品质问题,从而使得工件的成品率低,以及频繁换刀检测导致的生产效率低等问题。
技术实现思路
1、鉴于上述状况,有必要提供一种树脂软刀及其制备方法,以解决现有的树脂软刀的切割寿命较短且在切割时工件出现品质低、成品率低、生产效率低的技术问题。
2、本申请的一实施例提供了一种树脂软刀,所述树脂软刀的组成配料包括金刚石、树脂结合剂及填料,所述金刚石所占的体积分数为12.5%-25%,所述树脂结合剂所占的体积分数为44%-55%,所述填料包括三维石墨烯和硅粉,所述三维石墨烯所占的体积分数为3%-5%,所述硅粉所占的体积分数16.5%-34.75%。
3、上述的树脂软刀,通过将三维石墨烯取代常规石墨做导电填料,能够使得树脂软刀具备强度高、质量轻以及极佳的导电性能,通过采用上述的组成配料及调整为相应比例,能够使得制备的树脂软刀在切割工件时不易出现毛刺、拉丝、崩边等品质问题,工件的成品率高,生产效率高,且树脂软刀的切割寿命较长。
4、在一些实施例中,所述金刚石的浓度为50%,且所述金刚石的粒度为170目-625目时,所述金刚石所占的体积分数为12.5%,所述树脂结合剂所占的体积分数为48%-55%,所述三维石墨烯所占的体积分数为3%-4%,所述硅粉所占的体积分数26%-34%。
5、在一些实施例中,所述金刚石的浓度为70%,且所述金刚石的粒度为170目-625目时,所述金刚石所占的体积分数为18.75%,所述树脂结合剂所占的体积分数为40%-53%,所述三维石墨烯所占的体积分数为4%-5%,所述硅粉所占的体积分数20.75%-34.75%。
6、在一些实施例中,所述金刚石的浓度为100%,且所述金刚石的粒度为170目-625目时,所述金刚石所占的体积分数为25%,所述树脂结合剂所占的体积分数为44%-51%,所述三维石墨烯所占的体积分数为4%-5%,所述硅粉所占的体积分数16.5%-24.5%。
7、在一些实施例中,所述填料还包括无水乙醇,所述无水乙醇所占的体积分数为2.5%。
8、本申请的一实施例还提供了一种树脂软刀的制备方法,包括以下步骤:
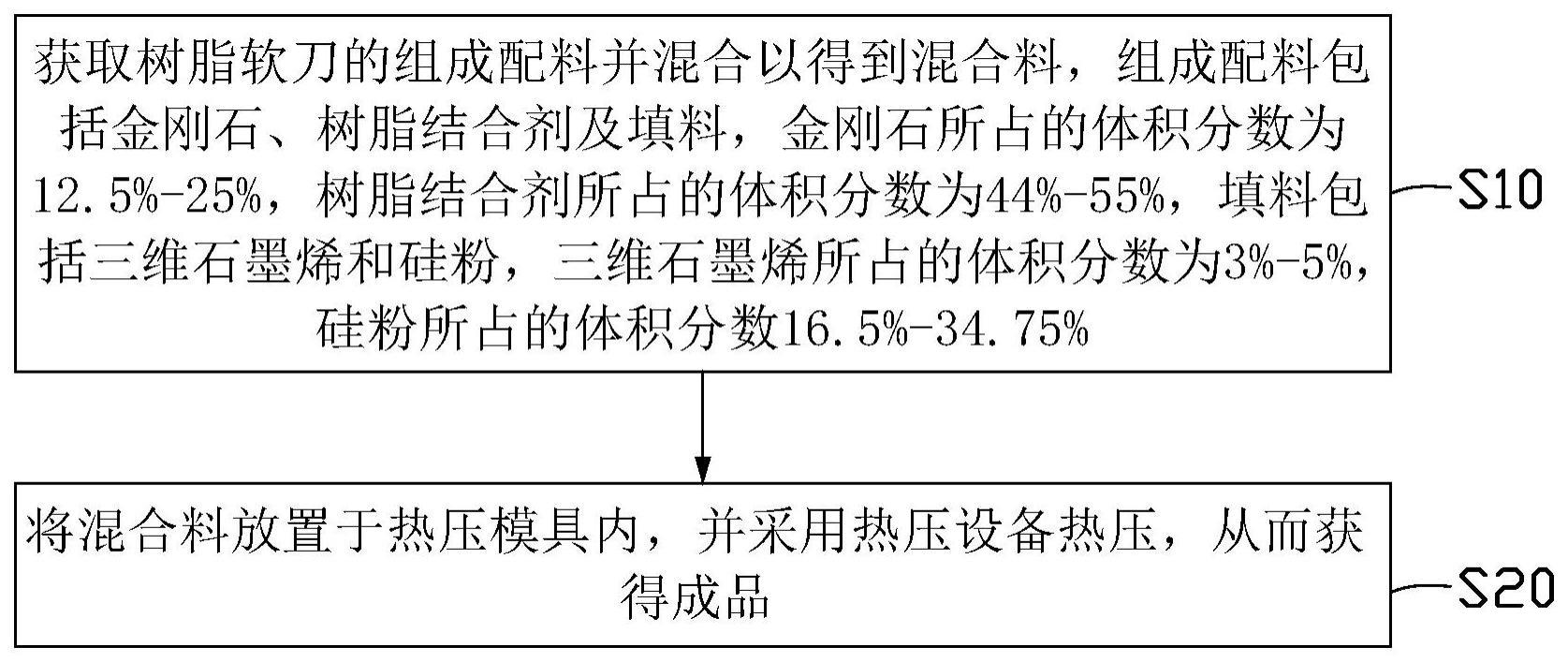
9、获取树脂软刀的组成配料并混合以得到混合料,所述组成配料包括金刚石、树脂结合剂及填料,所述金刚石所占的体积分数为12.5%-25%,所述树脂结合剂所占的体积分数为44%-55%,所述填料包括三维石墨烯和硅粉,所述三维石墨烯所占的体积分数为3%-5%,所述硅粉所占的体积分数16.5%-34.75%;
10、将所述混合料放置于热压模具内,并采用热压设备热压,从而获得成品。
11、在一些实施例中,所述热压设备的热压温度为150℃-210℃。
12、在一些实施例中,所述采用热压设备热压的步骤之后,还包括:将热压后的所述混合料在预设的热压温度烘烤3h-10h,以对热压后的所述混合料加强固化。
13、在一些实施例中,所述得到混合料的步骤之后,还包括:将所述混合料通过预设孔径的筛选装置进行多次筛选,从而获得待成型料。
14、在一些实施例中,所述热压设备的压力为1900mpa-2100mpa。
15、上述的树脂软刀的制备方法制备的树脂软刀,通过将三维石墨烯取代常规石墨做导电填料,能够使得树脂软刀具备强度高、质量轻以及极佳的导电性能,通过采用上述的组成配料及调整为相应比例,能够使得制备的树脂软刀在切割工件时不易出现毛刺、拉丝、崩边等品质问题,工件的成品率高,生产效率高,且树脂软刀的切割寿命较长。
技术特征:
1.一种树脂软刀,其特征在于,所述树脂软刀的组成配料包括金刚石、树脂结合剂及填料,所述金刚石所占的体积分数为12.5%-25%,所述树脂结合剂所占的体积分数为44%-55%,所述填料包括三维石墨烯和硅粉,所述三维石墨烯所占的体积分数为3%-5%,所述硅粉所占的体积分数16.5%-34.75%。
2.如权利要求1所述的树脂软刀,其特征在于,所述金刚石的浓度为50%,且所述金刚石的粒度为170目-625目时,所述金刚石所占的体积分数为12.5%,所述树脂结合剂所占的体积分数为48%-55%,所述三维石墨烯所占的体积分数为3%-4%,所述硅粉所占的体积分数26%-34%。
3.如权利要求1所述的树脂软刀,其特征在于,所述金刚石的浓度为70%,且所述金刚石的粒度为170目-625目时,所述金刚石所占的体积分数为18.75%,所述树脂结合剂所占的体积分数为40%-53%,所述三维石墨烯所占的体积分数为4%-5%,所述硅粉所占的体积分数20.75%-34.75%。
4.如权利要求1所述的树脂软刀,其特征在于,所述金刚石的浓度为100%,且所述金刚石的粒度为170目-625目时,所述金刚石所占的体积分数为25%,所述树脂结合剂所占的体积分数为44%-51%,所述三维石墨烯所占的体积分数为4%-5%,所述硅粉所占的体积分数16.5%-24.5%。
5.如权利要求1-4任意一项所述的树脂软刀,其特征在于,所述填料还包括无水乙醇,所述无水乙醇所占的体积分数为2.5%。
6.一种树脂软刀的制备方法,其特征在于,包括以下步骤:
7.如权利要求6所述的树脂软刀的制备方法,其特征在于,将所述混合料放置于热压模具内,并使所述热压设备对所述混合料进行热压,所述热压设备的热压温度为150℃-210℃。
8.如权利要求7所述的树脂软刀的制备方法,其特征在于,对所述混合料进行热压之后,还包括:
9.如权利要求6所述的树脂软刀的制备方法,其特征在于,在得到混合料之后,还包括:
10.如权利要求6所述的树脂软刀的制备方法,其特征在于,所述热压设备的压力范围为1900mpa-2100mpa。
技术总结
本申请提出了一种树脂软刀,所述树脂软刀的组成配料包括金刚石、树脂结合剂及填料,所述金刚石所占的体积分数为12.5%‑25%,所述树脂结合剂所占的体积分数为44%‑55%,所述填料包括三维石墨烯和硅粉,所述三维石墨烯所占的体积分数为3%‑5%,所述硅粉所占的体积分数16.5%‑34.75%。本申请还提出了一种树脂软刀的制备方法,包括以下步骤:获取树脂软刀的组成配料并混合以得到混合料;将所述混合料放置于热压模具内,并采用热压设备热压,从而获得成品。上述的树脂软刀能够使得树脂软刀具备强度高、质量轻以及极佳的导电性能,且能够使得制备的树脂软刀在切割工件时不易出现毛刺、拉丝、崩边等品质问题,工件的成品率高,生产效率高,且树脂软刀的切割寿命较长。
技术研发人员:张兴华
受保护的技术使用者:深圳西斯特科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!