一种冷却水管热处理工装及其使用方法与流程
本发明属于热处理工装,尤其是涉及一种冷却水管热处理工装及其使用方法。
背景技术:
1、冷却水管作为换热系统的主要部件,根据换热温度不同,所用材质不同,大部分因换热温度较高,会采用耐高温的cr-mo钢管。cr-mo钢管在进行组装焊接后,按相关标准规定,必须进行消除焊接应力热处理。一般情况下,冷却水管束数量繁多,大量冷却水管束如何进行集成化的热处理成为一个困扰压力容器制造单位的问题。
2、针对冷却水管束的热处理,通常采用炉内整体热处理或者焊缝局部热处理两种方法。压力容器制造单位为更好地降本增效,开发出各种适用冷却水管束的热处理工装,以便可以最大化的降低成本。在冷却水管束数量繁多情况下,若所有冷却水管束焊缝均采用焊缝局部热处理,其费用高昂,一般压力容器制造单位无法承受;若所有冷却管束采用单体规格的热处理工装,工装制造费用和多次炉内热处理的费用亦是高昂。
3、所以如何制造实用性强、价格低廉的集成化冷却水管热处理工装,是一个多数压力容器制造单位需要正视的问题。
技术实现思路
1、本发明所要解决的技术问题是,针对现有技术的不足,提供一种冷却水管热处理工装及其使用方法,该工装结构简单,选材普通,使用方便,易于制造且制造成本低,可有效降低压力容器制造单位的热处理费用及成本,便于推广。
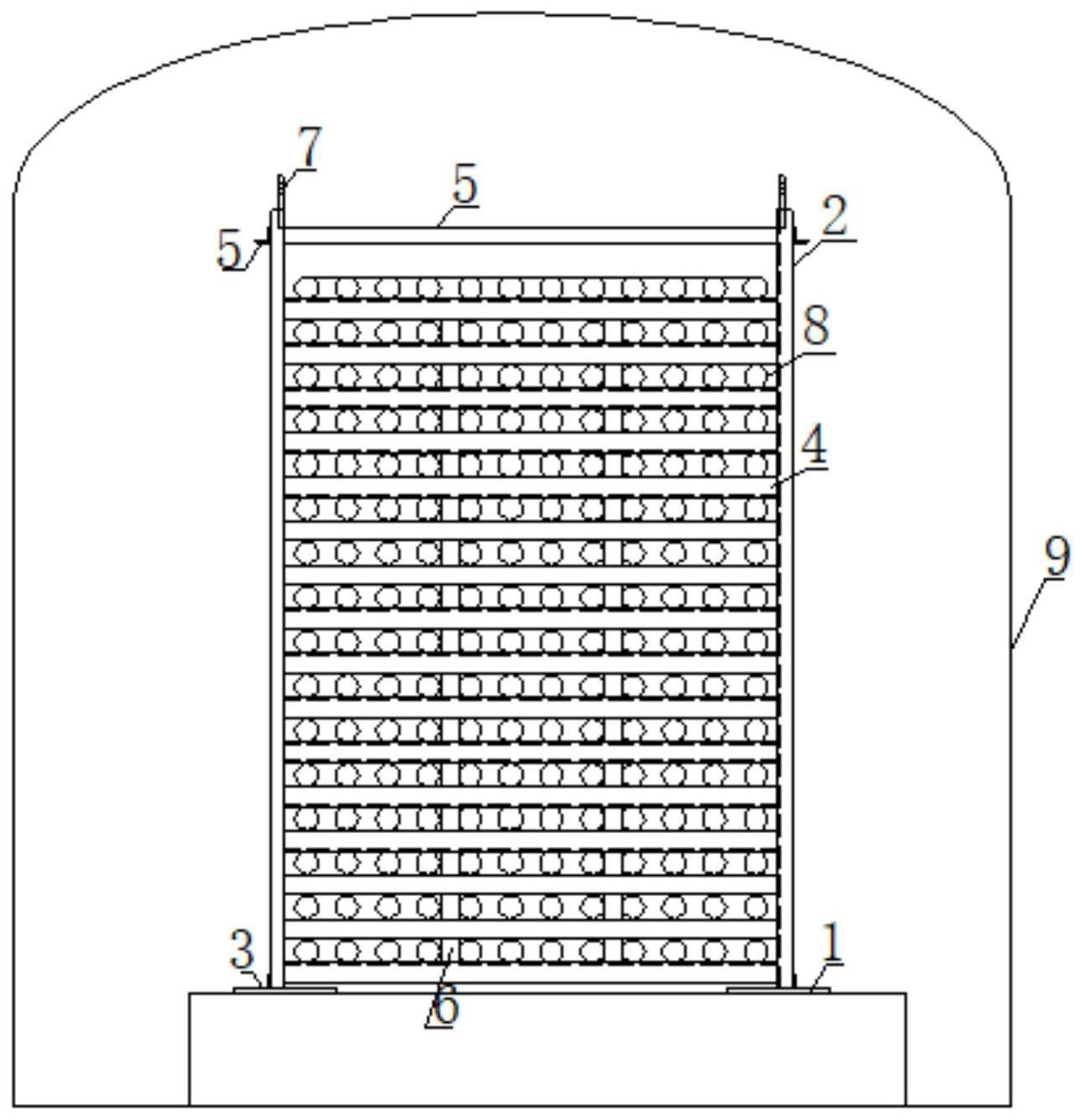
2、本发明解决上述技术问题所采用的技术方案为:一种冷却水管热处理工装,包括底部支撑板、支撑立柱主槽钢、底部连接拉筋、支撑副槽钢、顶部连接拉筋和工装吊耳,所述的底部支撑板左右成对布置,每块所述的底部支撑板上直立焊接有一根所述的支撑立柱主槽钢,位于同一侧的底部支撑板之间焊接连接有所述的底部连接拉筋,所述的支撑副槽钢为上下成层布置的多根,上下成层的支撑副槽钢之间的空间即为用于容纳冷却水管束的空间,每层所述的支撑副槽钢用于支撑一层冷却水管束,每根所述的支撑副槽钢的左右两端分别焊接在左右相对布置的两根所述的支撑立柱主槽钢上,多根所述的支撑立柱主槽钢的顶部焊接连接有多根所述的顶部连接拉筋,多根所述的顶部连接拉筋左右和前后横向布置,所述的工装吊耳焊接在多根所述的支撑立柱主槽钢的顶端。
3、本发明工装中,底部支撑板为工装框架底部承重部件,保证框架足够的稳定性;支撑立柱主槽钢为工装框架承重部件;底部连接拉筋为底部支撑板之间的连接部件,保证框架整体性;支撑副槽钢为用以支撑冷却水管束的横向承重部件;顶部连接拉筋为支撑立柱主槽钢的顶部的连接部件,保证框架整体性;工装吊耳便于工装整体的吊装与倒运。
4、本发明工装上的支撑立柱主槽钢的高度根据所需热处理的冷却水管束的层数或热处理炉的高度确定;支撑副槽钢的长度由所需热处理的冷却水管束的宽度或热处理炉的宽度确定,上下相邻的支撑副槽钢间的距离根据冷却水管的直径确定。
5、作为优选,上下相对布置的两根所述的支撑副槽钢之间布置有若干直立的支撑钢管,每根所述的支撑钢管的下端焊接在位置靠下的支撑副槽钢上,每根所述的支撑钢管的上端与位置靠上的支撑副槽钢的底部接触。支撑钢管在上下相对布置的两根支撑副槽钢之间处于立式状态,起到支撑作用,可以有效控制支撑副槽钢在热处理过程中发生的形变。
6、作为优选,每根所述的支撑钢管的下端点焊焊接在位置靠下的支撑副槽钢上。
7、作为优选,每根所述的支撑副槽钢的左右两端分别双侧满焊焊接在左右相对布置的两根所述的支撑立柱主槽钢上。
8、一种上述冷却水管热处理工装的使用方法,包括以下步骤:
9、1)将所述的底部支撑板、支撑立柱主槽钢、底部连接拉筋、最底层的支撑副槽钢、前后布置的顶部连接拉筋和工装吊耳焊接成工装整体框架;
10、2)将第一层冷却水管束自上而下吊运并水平铺设在最底层的支撑副槽钢上,再焊接第二层支撑副槽钢后,将第二层冷却水管束自上而下吊运并水平铺设在第二层支撑副槽钢上,以此类推,直至达到所需热处理的冷却水管束的层数要求或热处理炉的高度要求;
11、3)将左右布置的顶部连接拉筋焊接在支撑立柱主槽钢的顶部;
12、4)将热处理工装连同多层冷却水管束一起整体移入热处理炉内,使所述的底部支撑板安坐在热处理炉的台面上,即可进行热处理。
13、作为优选,在焊接完每层支撑副槽钢后,在该层支撑副槽钢的每根支撑副槽钢上焊接若干直立的支撑钢管。
14、与现有技术相比,本发明具有如下优点:本发明冷却水管热处理工装结构简单,选材普通,使用方便,是一种可根据冷却水管束的数量、长度及宽度进行调整并结合热处理炉的容积制造的集成化工装,易于制造且制造成本低,可有效降低压力容器制造单位的热处理费用及成本,便于推广。
技术特征:
1.一种冷却水管热处理工装,其特征在于,包括底部支撑板、支撑立柱主槽钢、底部连接拉筋、支撑副槽钢、顶部连接拉筋和工装吊耳,所述的底部支撑板左右成对布置,每块所述的底部支撑板上直立焊接有一根所述的支撑立柱主槽钢,位于同一侧的底部支撑板之间焊接连接有所述的底部连接拉筋,所述的支撑副槽钢为上下成层布置的多根,上下成层的支撑副槽钢之间的空间即为用于容纳冷却水管束的空间,每层所述的支撑副槽钢用于支撑一层冷却水管束,每根所述的支撑副槽钢的左右两端分别焊接在左右相对布置的两根所述的支撑立柱主槽钢上,多根所述的支撑立柱主槽钢的顶部焊接连接有多根所述的顶部连接拉筋,多根所述的顶部连接拉筋左右和前后横向布置,所述的工装吊耳焊接在多根所述的支撑立柱主槽钢的顶端。
2.根据权利要求1所述的一种冷却水管热处理工装,其特征在于,上下相对布置的两根所述的支撑副槽钢之间布置有若干直立的支撑钢管,每根所述的支撑钢管的下端焊接在位置靠下的支撑副槽钢上,每根所述的支撑钢管的上端与位置靠上的支撑副槽钢的底部接触。
3.根据权利要求2所述的一种冷却水管热处理工装,其特征在于,每根所述的支撑钢管的下端点焊焊接在位置靠下的支撑副槽钢上。
4.根据权利要求1所述的一种冷却水管热处理工装,其特征在于,每根所述的支撑副槽钢的左右两端分别双侧满焊焊接在左右相对布置的两根所述的支撑立柱主槽钢上。
5.一种权利要求1所述的冷却水管热处理工装的使用方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的冷却水管热处理工装的使用方法,其特征在于,在焊接完每层支撑副槽钢后,在该层支撑副槽钢的每根支撑副槽钢上焊接若干直立的支撑钢管。
技术总结
本发明公开的冷却水管热处理工装包括底部支撑板、支撑立柱主槽钢、底部连接拉筋、支撑副槽钢、顶部连接拉筋和工装吊耳,底部支撑板左右成对布置,每块底部支撑板上直立焊接有一根支撑立柱主槽钢,位于同一侧的底部支撑板之间焊接连接有底部连接拉筋,支撑副槽钢为上下成层布置的多根,每层支撑副槽钢用于支撑一层冷却水管束,每根支撑副槽钢的左右两端分别焊接在左右相对布置的两根支撑立柱主槽钢上,多根支撑立柱主槽钢的顶部焊接连接有多根顶部连接拉筋,工装吊耳焊接在多根支撑立柱主槽钢的顶端。本发明工装结构简单,选材普通,使用方便,是一种集成化工装,易于制造且制造成本低,可有效降低压力容器制造单位的热处理费用及成本,便于推广。
技术研发人员:黄松斌,李付磊,武爱兵,毛欢,邹林庆,陈铮
受保护的技术使用者:宁波天翼石化重型设备制造有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!