一种提高MC5冷轧辊淬硬层深度的方法与流程
本发明属于冷轧辊淬火预热,尤其涉及一种提高mc5冷轧辊淬硬层深度的方法。
背景技术:
1、冷轧辊是轧制冷轧钢板的重要工具,冷轧辊一般由高合金工具钢制成;合格的冷轧辊应该具有高硬度、高强度以及较深的工作层(淬硬层)。
2、目前主要采用工频感应淬火的方式来生产锻钢冷轧辊,加热时,冷轧辊表面温度对电磁透热深度的影响非常大:冷轧辊表面温度很低时,由于集肤效应,感应加热仅加热了冷轧辊的表面;只有当冷轧辊表面温度超过磁性转变温度时,才能加热到冷轧辊内部。
3、专利号为201510441410.4的《一种轧辊感应淬火工艺方法》,先将待淬火轧辊预热至220~250℃,再将预热完成的待淬火轧辊吊入淬火感应器内,开启轧辊旋转机构并给电加热,将辊身快速升温至900~960℃并保温,最后对辊身进行喷淬冷却;该专利主要通过设置待淬火轧辊和淬火感应器直径和长度,并通过控制淬火加热保温时间参数,来控制轧辊的淬硬层深度;但这种轧辊感应淬火工艺得到的淬硬层深度通常只有25mm左右,淬硬层深度较浅;另外,这种轧辊感应淬火工艺需要设置相对应的待淬火轧辊和淬火感应器直径和长度,操作比较麻烦。
4、综上,提出一种能进一步提高mc5冷轧辊淬硬层深度的方法,就显得尤为重要。
技术实现思路
1、本发明的目的是克服现有技术中的不足,提供一种提高mc5冷轧辊淬硬层深度的方法。
2、这种提高mc5冷轧辊淬硬层深度的方法,包括以下步骤:
3、步骤1、将mc5冷轧辊整体预热,根据待淬火冷轧辊的直径大小来设定保温时间,保温时间在6~12小时范围内;
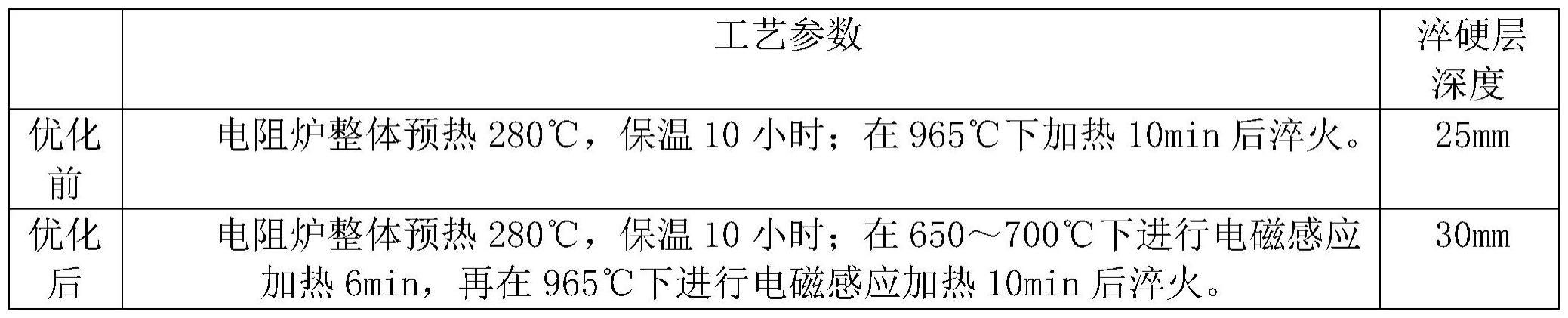
4、步骤2、通过电磁感应加热mc5冷轧辊5~6min,加热后的冷轧辊温度为650~700℃;继续将mc5冷轧辊通过电磁感应加热,直至温度达到960~970℃,保温9~12min;
5、步骤3、对电磁加热后的mc5冷轧辊进行水冷淬火,直到冷却至室温。
6、作为优选,步骤1在台车式电阻炉内逐步将mc5冷轧辊整体预热至250~300℃。
7、作为优选,步骤1中根据待淬火冷轧辊的直径大小设置的保温时间具体为:
8、待淬火冷轧辊的直径≤300mm时,保温时间为6小时;
9、300mm<待淬火冷轧辊的直径<500mm时,保温时间为10小时;
10、待淬火冷轧辊的直径≥500mm时,保温时间为12小时。
11、作为优选,步骤2在电磁感应加热前,将整体预热并保温设定时长的mc5冷轧辊从台车式电阻炉内吊出,并安装到工频电磁感应加热设备上。
12、本发明的有益效果是:本发明在整体预热mc5冷轧辊后,先将mc5冷轧辊表面温度加热至超过磁性转变温度的温度值,然后根据待淬火冷轧辊的直径大小来设定合适的保温时间;并且在合适的温度范围内通过电磁感应加热两次,再进行水冷淬火操作,令得到的淬硬层深度达到30~33mm;本发明相比常规的预热方法,可有效提高电磁加热深度,在相同冷却强度条件下,能增加淬硬层深度5~8mm。
技术特征:
1.一种提高mc5冷轧辊淬硬层深度的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述提高mc5冷轧辊淬硬层深度的方法,其特征在于:步骤1在台车式电阻炉内逐步将mc5冷轧辊整体预热至250~300℃。
3.根据权利要求2所述提高mc5冷轧辊淬硬层深度的方法,其特征在于,步骤1中根据待淬火冷轧辊的直径大小设置的保温时间具体为:
4.根据权利要求2所述提高mc5冷轧辊淬硬层深度的方法,其特征在于:步骤2在电磁感应加热前,将整体预热并保温设定时长的mc5冷轧辊从台车式电阻炉内吊出,并安装到工频电磁感应加热设备上。
技术总结
本发明涉及一种提高MC5冷轧辊淬硬层深度的方法,包括步骤:将MC5冷轧辊整体预热并设定保温时间;通过电磁感应先后加热两次MC5冷轧辊;对电磁加热后的MC5冷轧辊进行水冷淬火后冷却至室温。本发明的有益效果是:本发明在整体预热MC5冷轧辊后,先将MC5冷轧辊表面温度加热至超过磁性转变温度的温度值,然后根据待淬火冷轧辊的直径大小来设定合适的保温时间;并且在合适的温度范围内通过电磁感应加热两次,再进行水冷淬火操作,令得到的淬硬层深度达到30~33mm;本发明相比常规的预热方法,可有效提高电磁加热深度,在相同冷却强度条件下,能增加淬硬层深度5~8mm。
技术研发人员:陈彬,王森,朱健,刘李军
受保护的技术使用者:宜兴市永昌轧辊有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!