一种叠片式发泡不织布研磨轮及其制备方法与流程
本发明涉及研磨产品,更具体地涉及一种叠片式发泡不织布研磨轮及其制备方法。
背景技术:
1、随着电子产品的发展,pcb线路板的需求越来越大,对pcb线路板的生产加工的要求及标准也随之提升。众所周知,在印刷线路板制作流程中一般要经过绿油前处理、外层干膜前处理、去毛刺和塞孔去除等几道表面处理工序,一般会采用研磨产品进行打磨,主要有陶瓷研磨轮、不织布研磨轮和尼龙研磨轮等研磨产品。针对密集塞孔树脂板来说,陶瓷刷硬度较高,弹性不好,对于孔口周边接触不好,不易研磨完全,如想把孔口周边完全研磨干净,就会导致其他位置减铜太多,而尼龙研磨轮切削力不够,因此,只能使用不织布研磨轮进行打磨。不织布研磨轮一般包括内管及位于内管外的研磨层,现有的不织布研磨轮分为卷紧式和放射状(例如cn110052976)的两大类,一般是使用无纺布喷砂或者辊砂的方式把磨料附上纤维上面,烘烤形成半成品不织布,再经过加工把半成品不织布卷起来浸胶成型形成卷紧式不织布研磨轮或者通过把半成品不织布裁成小长条拼成研磨轮,以浸胶或者发泡的方式做成放射状研磨轮,这两种工艺不环保且对产品易产生划伤。
技术实现思路
1、针对现有技术的不足,本发明提供一种叠片式发泡不织布研磨轮及其制备方法,该方法属于环保工艺,且工艺简单,制得的不织布研磨轮具有优良的切削力及良好的粗糙度,对板面效果好,无划痕。
2、为了实现上述目的,本发明公开了一种叠片式发泡不织布研磨轮的制备方法,包括步骤,
3、(1)将若干无纺布浸泡在环保浆料中,
4、其中,所述环保浆料的制备原料,按重量份数计,包括磨料40-60份、水20-30份、乳化剂1-2份、水性封闭型聚氨酯30-60份、纳米二氧化硅水溶液5-10份、发泡剂1-4份和助剂0.5-2份;
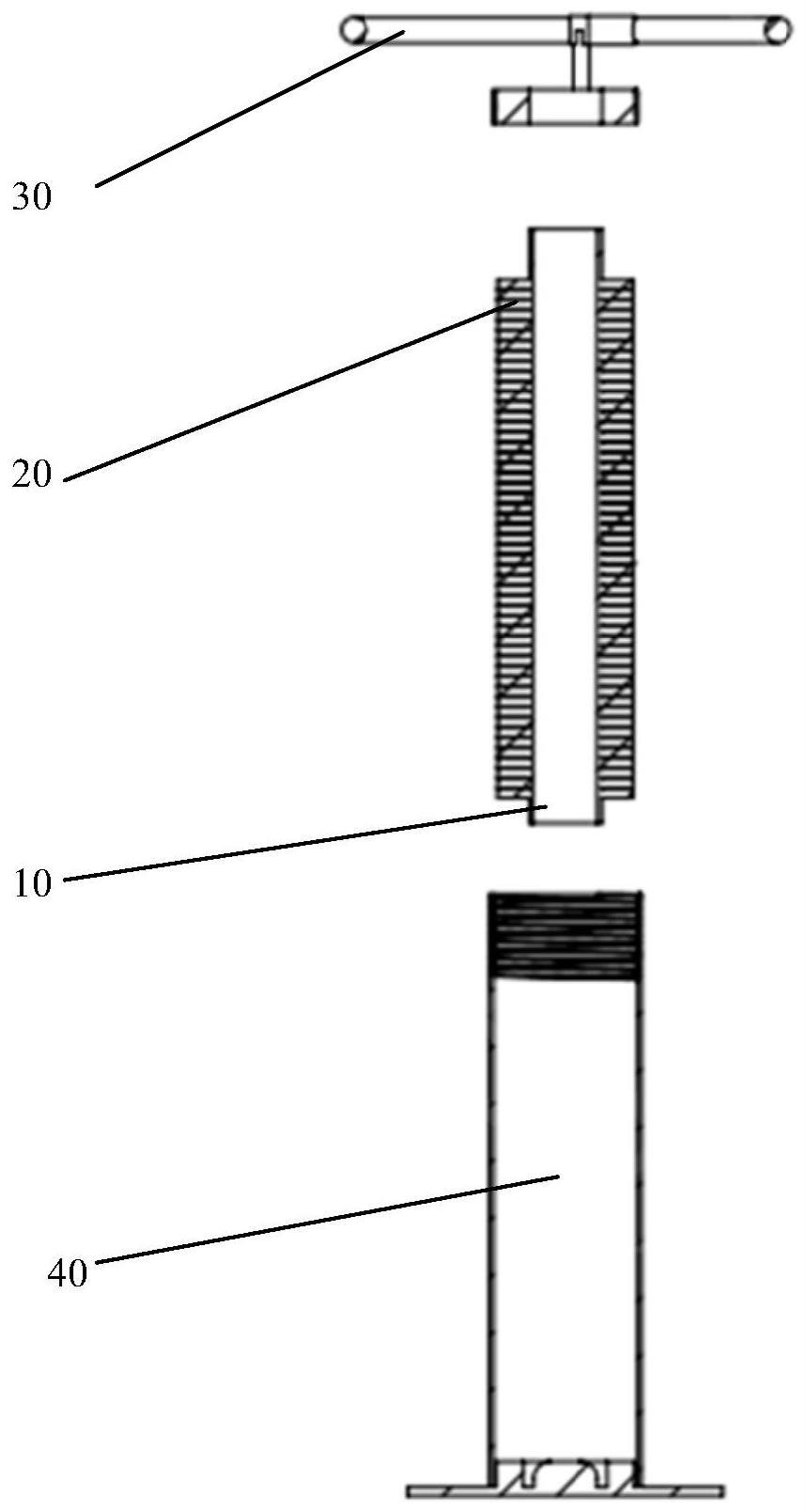
5、(2)将带浆料的所述无纺布分别依次套在内管上,以堆叠的形式组成不织布研磨轮半成品;
6、(3)将所述不织布研磨轮半成品进行烘烤、发泡固化,得到叠片式发泡不织布研磨轮。
7、与现有技术相比,本发明的叠片式发泡不织布研磨轮的制备方法中,首次开发出新的加工工艺配合环保浆料形成不织布研磨轮,其中,采用水作为载体分散磨料,磨料与发泡材料混合,让磨料的每一个微粒都被水和胶包裹着,彻底消除磨料结团的可能性,分散更均匀,且磨料不止是附着在纤维上面,而是通过胶体发泡磨料以附着在泡孔周围,磨料可占领的区域增多,团聚的可能性更低,然后一体发泡成型,得到叠片式发泡不织布研磨轮,具有优良的切削力及良好的粗糙度,对板面效果好,无划痕。且该方法属于环保工艺,工艺新颖且操作简单。
8、在一些实施例中,所述无纺布选自聚丙烯无纺布、聚酯无纺布和聚酰胺无纺布中的至少一种。
9、在一些实施例中,所述无纺布的克重为60-120g/m2。
10、在一些实施例中,无纺布呈圆形,优选为中间设有圆孔。进一步地,无纺布的外径为160mm,内径为35.4mm、48.1mm、60.8mm、73.5mm、86.2mm中的一者,但不限于此。
11、在一些实施例中,无纺布的数量可为但不限于200-500片。优选地,无纺布的数量可为但不限于280-400片。
12、在一些实施例中,所述环保浆料的制备方法如下:
13、将磨料、水、乳化剂和水性封闭型聚氨酯加入到乳化机中,经乳化后过滤,继续加入纳米二氧化硅水溶液、发泡剂和助剂,搅拌均匀,制得环保浆料。
14、在一些实施例中,所述磨料选自绿碳化硅、黑碳化硅、氧化铝、二氧化硅、氮化硼、空心二氧化硅、空心氧化铝中的至少一种。
15、在一些实施例中,所述磨料的粒径d50为1-120um,示例地,粒径d50为1-60um,60-120um,20-80um,50-100um。
16、在一些实施例中,水采用自来水、纯净水、去离子水等,优选为去离子水。
17、在一些实施例中,乳化剂为阴离子型乳化剂、阳离子型乳化剂和非离子型乳化剂的任意一种或一种以上。作为示例地,乳化剂为吐温20,但不限于此。
18、在一些实施例中,水性封闭型聚氨酯的固含量为35-60%,解封温度为130-150℃。有的实施例中,水性封闭型聚氨酯为25℃时粘度在5000cps以下的芳香族和脂肪族的任意一种或一种以上。
19、在一些实施例中,纳米二氧化硅水溶液是纳米二氧化硅溶于水得到,纳米二氧化硅水溶液的固含量为20-30%。
20、在一些实施例中,纳米二氧化硅水溶液的粒径d50为10-30nm。
21、在一些实施例中,发泡剂选自obsh发泡剂(4,4-氧代双苯磺酰肼),但不限于此。
22、在一些实施例中,发泡剂的分解温度为140-160℃。
23、在一些实施例中,助剂为增塑剂、稀释剂、增稠剂、ph调节剂、偶联剂和颜料中的一种或一种以上。作为示例地,助剂为偶联剂。
24、在一些实施例中,所述内管为空心管,选自电木管、棉布管、纸管、玻纤管和铝管中的任意一种。
25、在一些实施例中,所述内管的外径为30-90mm,示例地,内管的外径可为但不限于35.4mm、48.1mm、60.8mm、73.5mm、86.2mm中的一者;内管的内径为20-80mm,示例地,内管的内径可为但不限于25.4mm、38.1mm、50.8mm、63.5mm、76.2mm中的一者。
26、在一些实施例中,内管的长度为650-900mm,示例地,内管的长度可为但不限于650mm、700mm、750mm、800mm、850mm、900mm。
27、在一些实施例中,步骤(3)中,在烘烤之前,借助压缩模具将所述不织布研磨轮半成品从两端朝中间压缩,以获得所需规格的产品。
28、在一些实施例中,步骤(3)中,烘烤温度为80-90℃,时间为6-8h。
29、在一些实施例中,步骤(3)中,发泡固化温度为140-160℃,时间为2-4h。
30、在一些实施例中,步骤(2)中,将带浆料的所述无纺布先挤压出多余的浆料,再分别依次套在所述内管上,可回收浆料,降低成本。
31、相应地,本发明还提供一种叠片式发泡不织布研磨轮,采用上述的叠片式发泡不织布研磨轮的制备方法所制得。
技术特征:
1.一种叠片式发泡不织布研磨轮的制备方法,其特征在于,包括步骤,
2.如权利要求1所述的叠片式发泡不织布研磨轮的制备方法,其特征在于,所述无纺布选自聚丙烯无纺布、聚酯无纺布和聚酰胺无纺布中的至少一种。
3.如权利要求1所述的叠片式发泡不织布研磨轮的制备方法,其特征在于,所述环保浆料的制备方法如下:
4.如权利要求1所述的叠片式发泡不织布研磨轮的制备方法,其特征在于,所述磨料选自绿碳化硅、黑碳化硅、氧化铝、二氧化硅、氮化硼、空心二氧化硅、空心氧化铝中的至少一种。
5.如权利要求1所述的叠片式发泡不织布研磨轮的制备方法,其特征在于,所述内管为空心管,选自电木管、棉布管、纸管、玻纤管和铝管中的任意一种。
6.如权利要求1所述的叠片式发泡不织布研磨轮的制备方法,其特征在于,步骤(3)中,在烘烤之前,借助压缩模具将所述不织布研磨轮半成品从两端朝中间压缩。
7.如权利要求1所述的叠片式发泡不织布研磨轮的制备方法,其特征在于,步骤(3)中,烘烤温度为80-90℃,时间为6-8h。
8.如权利要求1所述的叠片式发泡不织布研磨轮的制备方法,其特征在于,步骤(3)中,发泡固化温度为140-160℃,时间为2-4h。
9.如权利要求1所述的叠片式发泡不织布研磨轮的制备方法,其特征在于,步骤(2)中,将带浆料的所述无纺布先挤压出多余的浆料,再分别依次套在所述内管上。
10.一种叠片式发泡不织布研磨轮,其特征在于,如权利要求1-9任一项所述的叠片式发泡不织布研磨轮的制备方法所制得。
技术总结
本发明公开了一种叠片式发泡不织布研磨轮及其制备方法,该方法包括步骤:(1)将若干无纺布浸泡在环保浆料中,其中,所述环保浆料的制备原料,按重量份数计,包括磨料40‑60份、水20‑30份、乳化剂1‑2份、水性封闭型聚氨酯30‑60份、纳米二氧化硅水溶液5‑10份、发泡剂1‑4份和助剂0.5‑2份;(2)将带浆料的所述无纺布分别依次套在内管上,以堆叠的形式组成不织布研磨轮半成品;(3)将所述不织布研磨轮半成品进行烘烤、发泡固化,得到叠片式发泡不织布研磨轮。本发明叠片式发泡不织布研磨轮的制备方法属于环保工艺,且工艺新颖、操作简单,制得的不织布研磨轮具有优良的切削力及良好的粗糙度,对板面效果好,无划痕。
技术研发人员:郭泽雄,徐莹,林侠,陈浩
受保护的技术使用者:东莞市鼎泰鑫电子有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!