一种钢质无缝气瓶的热处理方法与流程
本发明提供一种钢质无缝气瓶的热处理方法,属于热处理领域。特别涉及一种能够对无缝气瓶进行热处理的方法。
背景技术:
1、目前,用于盛装压缩气体或高压液化气体的可重复充装的移动式钢质气瓶简称为钢瓶。随着社会经济的发展,钢瓶广泛应用于工业、医疗、运输等领域,具有广阔的发展前景。轻量化是钢瓶今后发展的主要方向,这对钢瓶质量性能的要求越来越高。因此,在轻量化的同时,需要通过提高钢瓶强度及综合性能来保证其使用的安全性;
2、在钢瓶的生产过程中,热处理是极其重要的步骤,钢瓶需要进行热处理来保证其性能,若冷却速度过低,则钢瓶的强度无法达到要求;若冷却速度过快,则钢瓶的强度会过高,而塑性和韧性降低,目前,采用常规的热处理工艺制作的钢瓶的屈服强度为530mpa左右,无法满足发展需求。
技术实现思路
1、本发明一种钢质无缝气瓶的热处理方法,提供的一种通过多段加热,配合快速冷却进行对应的气瓶热处理的方法。工艺简单,使用方便。
2、本发明一种钢质无缝气瓶的热处理方法是这样实现的,本发明一种钢质无缝气瓶的热处理方法:包括如下步骤:
3、步骤一:对钢瓶内外壁进行清洁,进行表面的油污、切屑进行清洁剥离;
4、步骤二:风干钢瓶表面,通过风机对钢瓶内外进行气吹风干;
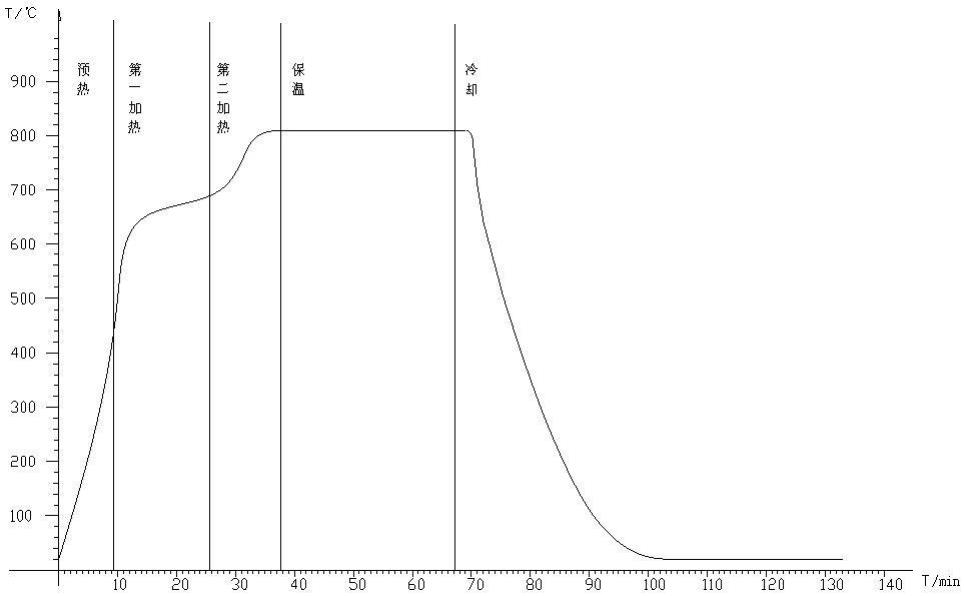
5、步骤三:预热钢瓶,通过钢瓶卧置于炉体内,且钢瓶通过传动组件进行回转设置,预热温度为440℃-480℃,升温时间为8min-12min;
6、步骤四:加热,加热设置有两段,第一加热温度为680℃-720℃;第二加热温度为780℃-810℃;第一加热温度加热速度为先快后缓,第二加热温度先缓后快;
7、步骤五:保温温度为800℃-820℃,保温时长为25min-35min;
8、步骤六:冷却,冷却包括雾冷、风冷、空冷,加热出炉后的钢瓶进行喷雾冷却,雾冷时间60~65s,冷却至约640~660℃后进行风冷,将雾冷后的钢瓶进行风冷,风冷时间55~60s,冷却至480~500℃后进行空冷,将风冷后的钢瓶空冷至室温。
9、所述步骤二中,通过气管通过瓶口导入,进行内部的吹气清洁;
10、所述步骤三中的加热,气瓶内外同步设置有加热热源,通过在气瓶外部设置线圈加热,内部通过加热棒导入进行对应的加热,形成气瓶同步受热,且内部温度高于外壁温度10℃-20℃;
11、所述步骤三中,加热温度和保温时间对钢瓶性能将会产生很大的影响。加热温度过高,晶粒容易长大,会降低钢瓶性能;加热温度过低,则不能充分进行奥氏体化,也会对组织性能产生影响,从理论上说,可以通过相变点试验,得知该钢瓶用无缝钢管的相变点,并以此来确定加热温度。而根据钢瓶实际壁厚及加热温度,可以确定保温时间。本发明的热处理采用步进式热处理炉;
12、作为优选方案,步骤三中,预热温度为730℃,保温时间15min;加热一段温度为820℃,保温时间15min,加热二段温度为880℃,保温时间15min,均热温度为880℃,保温时间15min。
13、根据钢的冷却转变曲线可知,在600~650℃区间,形成珠光体,冷却过慢,珠光体量少,导致强度达不到要求,冷却过快,则易形成贝氏体,导致钢瓶的塑性和韧性降低,因此,需综合考虑设计合理的冷却方式。
14、作为优选方案,步骤六中,雾冷时间80秒,冷却至约620℃后进行风冷;步骤六中,风冷时间60s,冷却至490℃后进行空冷。
15、为了使冷却更加均匀,进一步的,步骤六中雾冷的具体操作为:将钢瓶水平置于旋转辊上,顶部及两端喷水雾,同时钢瓶处于旋转状态,旋转辊转速70~90转/分钟,水压1.8~2.2kg;优选为转速80转/分钟,水压2kg。
16、进一步的,预热后进行气瓶的表面检测,形成对应的质量分拣,合格后进行后续的处理设置。
17、有益效果
18、能够对气瓶内外同步进行加热冷却处理;
19、配合回转设置,进行对应的加热、预热,形成内外壁的热处理;
20、通过控制钢瓶的加热温度和保温时间以及降温速率,得到铁素体+珠光体组织,且晶粒度细小均匀,以此来保证钢瓶达到所设计的强度,同时具有良好的综合性能。通过本发明热处理方法制备得到的钢瓶,其屈服强度在600mpa以上,抗拉强度为800mpa以上,伸长率可达21~25%,-20℃冲击值100~120j/cm2,符合580mpa级钢瓶的要求。
技术特征:
1.一种钢质无缝气瓶的热处理方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种钢质无缝气瓶的热处理方法,其特征在于:所述加热出炉后的钢瓶进行喷雾冷却,雾冷时间60~65s,冷却至约640~660℃后进行风冷,将雾冷后的钢瓶进行风冷,风冷时间55~60s,冷却至480~500℃后进行空冷,将风冷后的钢瓶空冷至室温。
3.根据权利要求1所述的一种钢质无缝气瓶的热处理方法,其特征在于:所述步骤二中,通过气管通过瓶口导入,进行内部的吹气清洁。
4.根据权利要求1所述的一种钢质无缝气瓶的热处理方法,其特征在于:所述步骤三中的加热,气瓶内外同步设置有加热热源,通过在气瓶外部设置线圈加热,内部通过加热棒导入进行对应的加热,形成气瓶同步受热,且内部温度高于外壁温度10℃-20℃。
5.根据权利要求2所述的一种钢质无缝气瓶的热处理方法,其特征在于:所述步骤三中,加热温度和保温时间对钢瓶性能将会产生很大的影响。加热温度过高,晶粒容易长大,会降低钢瓶性能;加热温度过低,则不能充分进行奥氏体化,也会对组织性能产生影响,从理论上说,可以通过相变点试验,得知该钢瓶用无缝钢管的相变点,并以此来确定加热温度。而根据钢瓶实际壁厚及加热温度,可以确定保温时间。本发明的热处理采用步进式热处理炉。
6.根据权利要求2所述的一种钢质无缝气瓶的热处理方法,其特征在于:步骤三中,预热温度为730℃,保温时间15min;加热一段温度为820℃,保温时间15min,加热二段温度为880℃,保温时间15min,均热温度为880℃,保温时间15min。
7.根据权利要求3所述的一种钢质无缝气瓶的热处理方法,其特征在于:步骤六中,雾冷时间80秒,冷却至约620℃后进行风冷;步骤六中,风冷时间60s,冷却至490℃后进行空冷。
技术总结
本发明提供一种钢质无缝气瓶的热处理方法,属于热处理领域。特别涉及一种能够对无缝气瓶进行热处理的方。步骤一:对钢瓶内外壁进行清洁,进行表面的油污、切屑进行清洁剥离;步骤二:风干钢瓶表面,通过风机对钢瓶内外进行气吹风干;步骤三:预热钢瓶,通过钢瓶卧置于炉体内,且钢瓶通过传动组件进行回转设置,预热温度为440℃‑480℃,升温时间为8min‑12min;步骤四:加热,加热设置有两段,第一加热温度为680℃‑720℃;第二加热温度为780℃‑810℃;第一加热温度加热速度为先快后缓,第二加热温度先缓后快;步骤五:保温温度为800℃‑820℃,保温时长为25min‑35min;步骤六:冷却,得到铁素体+珠光体组织,晶粒度细小均匀,来保证钢瓶达到所设计的强度,具有良好的综合性能。
技术研发人员:赵杰,张亚涛,李逢义,杨海涵,马利峰,魏贺兴
受保护的技术使用者:天津天海高压容器有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!