双工位热芯盒射芯机的制作方法
本发明涉及制芯设备,具体而言,涉及双工位热芯盒射芯机。
背景技术:
1、随着市场对产品质量的要求的提高和生产工艺的不断改进,覆膜砂热芯盒制芯工艺得到广泛的应用,热芯盒制芯是指模具上设置有电加热管或其他加热装置,砂料吹入模腔的同时被电加热管加热和砂筒提供的高气压作用下硬化紧实成芯。
2、传统的垂直分型的双工位热芯盒射芯机,较常见的结构是开合模方向和加砂机构移动方向采用相互垂直布置,开模完成后定模机构不会移动位置,即砂芯不会移动位置,并且因为射砂机构和下方的定模机构距离较小,导致取芯和装卸模难度大,工位之间互相影响。
3、因此,提供一种互不影响的双工位热芯盒射芯机成为本领域技术人员所要解决的重要技术问题。
技术实现思路
1、本发明的目的在于提供一种双工位热芯盒射芯机,以缓解现有技术中双工位相互影响的技术问题。
2、第一方面,本发明实施例提供了一种双工位热芯盒射芯机,包括框架、下压式射砂件、动模件、定模件、移动射头件和加砂件;
3、所述框架内设置有两组所述动模件和定模件,两组所述动模件和定模件的上方均设置有所述下压式射砂件,所述移动射头件位于所述下压式射砂件与所述定模件之间;
4、所述加砂件设置在所述框架的顶部,所述移动射头件滑动设置在所述框架上,以使所述移动射头件在两组所述下压式射砂件和中间加沙工位之间移动。
5、结合第一方面,本发明实施例提供了第一方面的一种可能的实施方式,其中,上述定模件包括定模安装框和定模模具;
6、所述定模安装框固定设置在所述框架上,所述定模模具安装在所述定模安装框上。
7、结合第一方面,本发明实施例提供了第一方面的一种可能的实施方式,其中,上述动模件包括动模安装框、动模模具和动模驱动件;
8、所述动模安装框滑动设置在所述框架上,所述动模驱动件与所述动模安装框连接;
9、所述动模模具安装在所述动模安装框上。
10、结合第一方面,本发明实施例提供了第一方面的一种可能的实施方式,其中,上述动模件还包括旋转驱动件和翻转安装板;
11、所述翻转安装板通过旋转驱动件设置在所述动模安装框上,所述动模模具安装在所述翻转安装板上。
12、结合第一方面,本发明实施例提供了第一方面的一种可能的实施方式,其中,上述旋转驱动件包括旋转齿板和伺服电机;
13、所述旋转齿板可转动的设置在所述动模安装框上,所述伺服电机的输出端与所述旋转齿板传动连接;
14、所述翻转安装板安装在所述旋转齿板上。
15、结合第一方面,本发明实施例提供了第一方面的一种可能的实施方式,其中,上述下压式射砂件包括气包和用于下压所述移动射头件的下压驱动件;
16、所述气包和所述下压驱动件连接,且所述气包和所述下压驱动件均设置在所述框架上。
17、结合第一方面,本发明实施例提供了第一方面的一种可能的实施方式,其中,上述移动射头件包括射砂头和刮砂板;
18、所述射砂头可滑动的设置在所述框架上;
19、所述射砂头的两侧均设置有所述刮砂板。
20、结合第一方面,本发明实施例提供了第一方面的一种可能的实施方式,其中,上述双工位热芯盒射芯机还包括射板清理件,所述射板清理件设置在两组所述定模件之间。
21、结合第一方面,本发明实施例提供了第一方面的一种可能的实施方式,其中,上述双工位热芯盒射芯机还包括芯盒吹气清理件,所述芯盒吹气清理件设置在所述框架上,且所述芯盒吹气清理件位于所述动模件的上方。
22、结合第一方面,本发明实施例提供了第一方面的一种可能的实施方式,其中,上述双工位热芯盒射芯机还包括顶芯件,所述动模件和所述定模件两者的内部均设置有所述顶芯件。
23、有益效果:
24、本发明提供了一种双工位热芯盒射芯机,包括框架、下压式射砂件、动模件、定模件、移动射头件和加砂件;框架内设置有两组动模件和定模件,两组动模件和定模件的上方均设置有下压式射砂件,移动射头件位于下压式射砂件与定模件之间;加砂件设置在框架的顶部,移动射头件滑动设置在框架上,以使移动射头件在两组下压式射砂件和中间加沙工位之间移动。
25、具体的,在进行工作时,工作人员将模具安装到动模件和定模件上,然后控制移动射头件移动至加砂件的下方,通过加砂件为移动射头件加砂,然后移动射头件移动至下压式射砂件的下方,然后下压式射砂件将移动射头件下压至动模件和定模件上,移动射头件进行射砂工作,完成射砂工作后,动模件可以带动模具移动至框架外,以便工作人员完成下料工作,通过这样的设置,使得各部件之间不会出现干涉,以便工作人员操作。
技术特征:
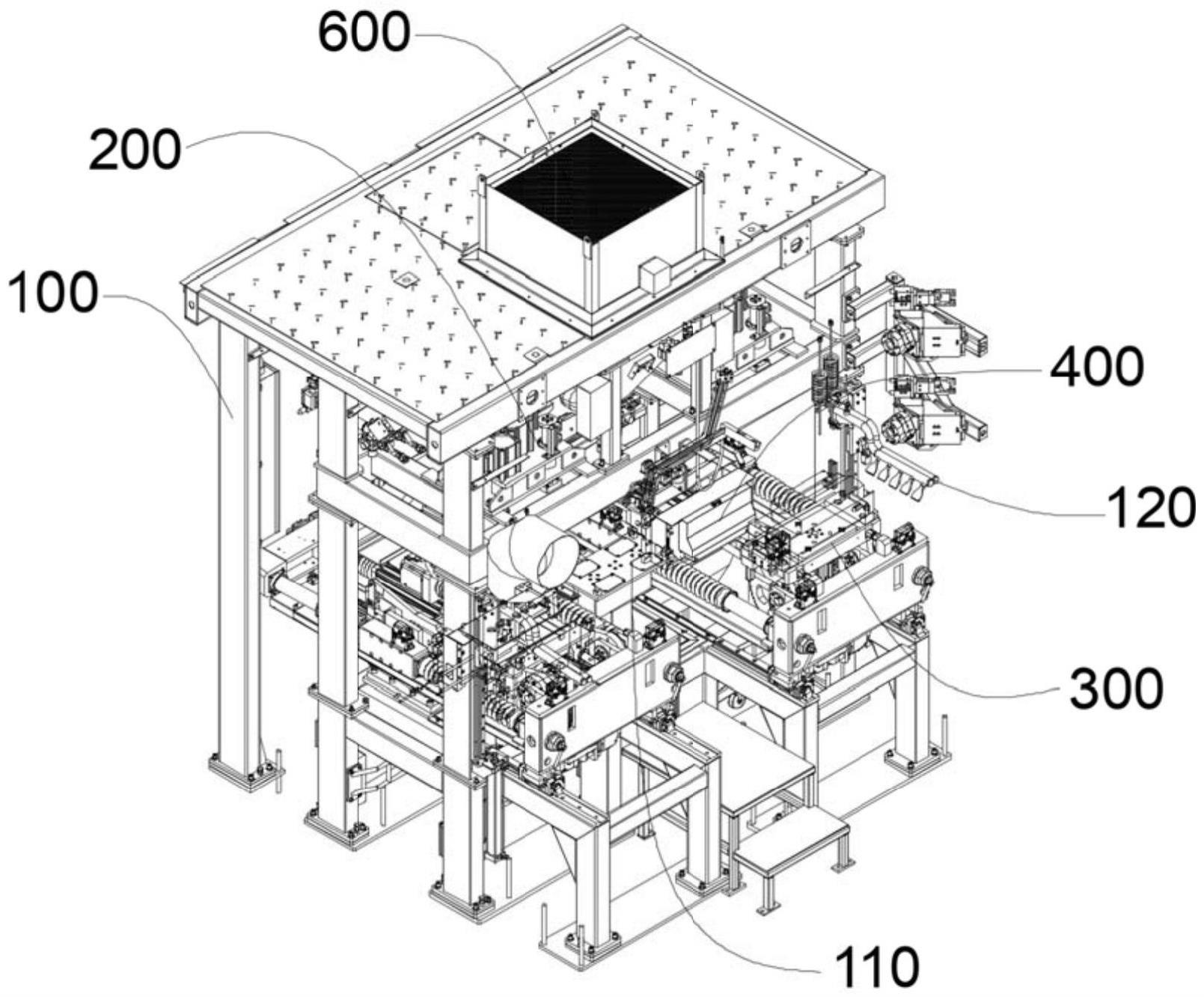
1.一种双工位热芯盒射芯机,其特征在于,包括:框架(100)、下压式射砂件(200)、动模件(300)、定模件(400)、移动射头件(500)和加砂件(600);
2.根据权利要求1所述的双工位热芯盒射芯机,其特征在于,所述定模件(400)包括定模安装框和定模模具(10);
3.根据权利要求2所述的双工位热芯盒射芯机,其特征在于,所述动模件(300)包括动模安装框(310)、动模模具(20)和动模驱动件(320);
4.根据权利要求3所述的双工位热芯盒射芯机,其特征在于,所述动模件(300)还包括旋转驱动件和翻转安装板(350);
5.根据权利要求4所述的双工位热芯盒射芯机,其特征在于,所述旋转驱动件包括旋转齿板(330)和伺服电机(340);
6.根据权利要求1所述的双工位热芯盒射芯机,其特征在于,所述下压式射砂件(200)包括气包(210)和用于下压所述移动射头件(500)的下压驱动件(220);
7.根据权利要求6所述的双工位热芯盒射芯机,其特征在于,所述移动射头件(500)包括射砂头(510)和刮砂板(520);
8.根据权利要求1所述的双工位热芯盒射芯机,其特征在于,还包括射板清理件(110),所述射板清理件(110)设置在两组所述定模件(400)之间。
9.根据权利要求8所述的双工位热芯盒射芯机,其特征在于,还包括芯盒吹气清理件(120),所述芯盒吹气清理件(120)设置在所述框架(100)上,且所述芯盒吹气清理件(120)位于所述动模件(300)的上方。
10.根据权利要求1-9任一项所述的双工位热芯盒射芯机,其特征在于,还包括顶芯件,所述动模件(300)和所述定模件(400)两者的内部均设置有所述顶芯件。
技术总结
本发明提供了一种双工位热芯盒射芯机,涉及制芯设备的技术领域。双工位热芯盒射芯机包括框架、下压式射砂件、动模件、定模件、移动射头件和加砂件;框架内设置有两组动模件和定模件,两组动模件和定模件的上方均设置有下压式射砂件,移动射头件位于下压式射砂件与定模件之间;加砂件设置在框架的顶部,移动射头件滑动设置在框架上,以使移动射头件在两组下压式射砂件和中间加沙工位之间移动。达到了不会相互干涉的技术效果。
技术研发人员:李嘉,金亮亮,王直良
受保护的技术使用者:苏州明志科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!